


























- 52 -
SVAŘOVACÍ PŘÍSTROJE S PLYNULÝM PODÁVÁNÍM DRÁTU PRO OBLOUKOVÉ
SVAŘOVÁNÍ MIG-MAG A FLUX, TIG, MMA, URČENÉ PRO PROFESIONÁLNÍ A
PRŮMYSLOVÉ POUŽITÍ
Poznámka: V následujícím textu bude použitý výraz „svařovací přístroj“.
1. ZÁKLADNÍ BE
ZPEČNOSTNÍ POKYNY PRO OBLOUKOVÉ SVAŘOV
ÁNÍ
Operátor musí být dostatečně vyškolený k bezpečnému použití svařovacího
přístroje a informován o rizicích spojených s postupy při svařování obloukem, o
příslušných ochranných opatřeních a o postupech v nouzovém stavu.
(Vycházejte také z normy „EN 60974-9: Zařízení pro obloukové svařování. Část
9: Instalace a použití”).
- Zabraňte přímému styku se svařovacím obvodem; napětí naprázdno dodávané
generátorem může být za daných okolností nebezpečné.
- Připojení svařovacích kabelů, kontrolní operace a opravy musí být prováděny
při vypnutém svařovacím přístroji, odpojeném od elektrického rozvodu.
- Před výměnou opotřebitelných součástí svařovací pistole vypněte svařovací
přístroj a odpojte jej z napájecí sítě.
- Vykonejte elektrickou instalaci v souladu s platnými předpisy a zákony pro
zabránění úrazům.
- Svařovací přístroj musí být připojen výhradně k napájecímu systému s
uzemněným nulovým vodičem.
- Ujistěte se, že je napájecí zásuvka řádně připojena k ochrannému zemnicímu
vodiči.
- Nepoužívejte svařovací přístroj ve vlhkém, mokrém prostředí nebo za deště.
- Nepoužívejte kabely s poškozenou izolací nebo s uvolněnými spoji.
- Za přítomnosti jednotky kapalinového chlazení se musí operace plnění
provádět při vypnutém svařovacím přístroji, odpojeném od napájecího
rozvodu.
- Nesvařujte na nádobách, zásobnících nebo potrubích, které obsahují nebo
obsahovaly zápalné kapalné nebo plynné produkty.
- Vyhněte se činnosti na materiálech vyčištěných chlorovými rozpouštědly
nebo v blízkosti jmenovaných látek.
- Nesvařujte na zásobnících pod tlakem.
- Odstraňte z pracovního prostoru všechny zápalné látky (např. dřevo, papír,
hadry, atd.).
- Zabezpečte si vhodnou výměnu vzduchu nebo prostředky pro odstraňování
svařovacích dýmů z blízkosti oblouku; Mezní hodnoty vystavení se svařovacím
dýmům v závislosti na jejich složení, koncentraci a délce samotné expozice
vyžadují systematický přístup při jejich vyhodnocování.
- Udržujte tlakovou láhev (používá-li se) v dostatečné vzdálenosti od zdrojů
tepla, včetně slunečního záření.
- Zabezpečte vhodnou elektrickou izolaci vůči svařovací pistoli,
opracovávanému dílu a případným uzemněným kovovým částem, umístěným
v blízkosti (dostupným).
Obvykle toho lze dosáhnout použitím k tomu určených rukavic, obuvi,
pokrývek hlavy a oděvu a použitím stupaček nebo izolačních koberců.
- Pokaždé si chraňte oči příslušnými filtry, které jsou ve shodě s normou UNI
EN 169 nebo s normou UNI EN 379 a jsou namontovány na ochranných štítech
nebo kuklách, které jsou ve shodě s normou UNI EN 175.
Používejte příslušný ochranný ohnivzdorný oděv (který je ve shodě s normou
UNI EN 11611) a svářečské rukavice (které jsou ve shodě s normou UNI EN
12477), abyste zabránili vystavení pokožky ultrafialovému a infračervenému
záření pocházejícímu z oblouku; ochrana se musí vztahovat také na další osoby
nacházející se v blízkosti oblouku, a to použitím stínidel nebo neodrazivých
závěsů.
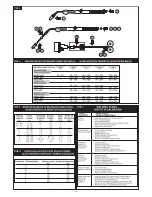
- Hlučnost: Když je v případě mimořádně intenzivních operací svařování
hodnota denní hladiny osobní expozice hluku (LEPd) rovna 85 dB(A) nebo tuto
hodnotu převyšuje, je povinné používat vhodné osobní ochranné prostředky
(tab. 1).
- Průchod svařovacího proudu způsobuje vznik elektromagnetických polí (EMF)
v okolí svařovacího obvodu.
Elektromagnetická pole mohou ovlivňovat činnost některých zdravotních
zařízení (např. pacemakerů, respirátorů, kovových protéz apod.).
Proto je třeba přijmout náležitá ochranná opatření vůči nositelům těchto zařízení.
Například zakázat jejich přístup do prostoru použití svařovacího přístroje.
Tento svařovací přístroj vyhovuje požadavkům technického standardu výrobku
určeného pro výhradní použití v průmyslovém prostředí, k profesionálním
účelům. Dodržení základních mezních hodnot týkajících se lidské expozice vůči
elektromagnetickým polím není v domácím prostředí zaručeno.
Obsluha musí používat následující postupy, aby snížila expozici vůči
elektromagnetickým polím:
- Připevnit oba svařovací kabely společně co nejblíže.
- Udržovat hlavu a trup co nejdále od svařovacího obvodu.
- Nikdy si neovíjet svařovací kabely kolem těla.
- Nesvařovat s tělem nacházejícím se uprostřed svařovacího obvodu. Udržovat
oba kabely na stejné straně těla.
- Připojit zemnicí kabel svařovacího proudu k dílu určenému ke svařování, co
nejblíže k realizovanému spoji.
- Nesvařovat v blízkosti svařovacího přístroje ani na něm nesedět a neopírat se
o něj (minimální vzdálenost: 50cm).
- Nenechávat feromagnetické předměty v blízkosti svařovacího obvodu.
- Minimální vzdálenost d=20cm (Obr. N).
- Zařízení třídy A:
Tento svařovací přístroj vyhovuje požadavkům technického standardu výrobku
určeného pro výhradní použití v průmyslovém prostředí, k profesionálním
účelům. Není zajištěna elektromagnetická kompatibilita v domácích budovách
a v budovách přímo připojených k napájecí síti nízkého napětí, která zásobuje
budovy pro domácí použití.
DALŠÍ OPATŘENÍ
- OPERACE SVAŘOVÁNÍ:
- V prostředí se zvýšeným rizikem zásahu elektrickým proudem;
- Ve vymezených proSAVEch;
- V přítomnosti zápalných nebo výbušných materiálů.
MUSÍ být předem zhodnoceny „Odborným vedoucím“ a vykonány pokaždé v
přítomnosti osob vyškolených pro zásahy v nouzových případech.
MUSÍ být přijaty technické ochranné prostředky popsané v 7.10; A.8; A.10
normy „EN 60974-9: Zařízení pro obloukové svařování. Část 9: Instalace a
ČESKY
OBSAH
1. ZÁKLADNÍ BE
ZPEČNOSTNÍ POKYNY PRO OBLOUKOVÉ SVAŘOV
ÁNÍ .................................................
52
2. ÚVOD A ZÁKLADNÍ POPIS
..........................................................................................................................53
2.1 ÚVOD .......................................................................................................................................................53
2.2 SVAŘOVATELNOST KOVŮ
.....................................................................................................................53
2.3 STANDARDNÍ PŘÍSLUŠENSTVÍ
.............................................................................................................53
2.4 VOLITELNÉ PŘÍSLUŠENSTVÍ DODÁVANÉ NA PŘÁNÍ:
........................................................................53
3.TECHNICKÉ ÚDAJE
......................................................................................................................................53
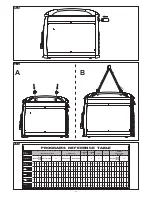
3.1 IDENTIFIKAČNÍ ŠTÍTEK (Obr. A)
............................................................................................................53
3.2 DALŠÍ TECHNICKÉ ÚDAJE:
...................................................................................................................53
4. POPIS SVAŘOVACÍHO PŘÍSTROJE
...........................................................................................................53
4.1 KONTROLNÍ, REGULAČNÍ A SPOJOVACÍ ZAŘÍZENÍ (OBR. B)
............................................................53
4.1.1 Svařovací přístroj s integrovaným tažným zařízením
.....................................................................53
4.2 OVLÁDACÍ PANEL SVAŘOVACÍHO PŘÍSTROJE (OBR. C)
...................................................................53
4.3 NAČÍTÁNÍ PROGRAMŮ A JEJICH ULOŽENÍ DO PAMĚTI
.....................................................................55
4.3.1 NAČÍTÁNI PROGRAMŮ PŘEDEM ULOŽENÝCH VÝROBCEM
..................................................55
4.3.1.1 SYNERGICKÉ programy MIG-MAG .................................................................................55
4.3.1.2 ČINNOST V MANUÁLNÍM REŽIMU („PRG 0“)
..................................................................55
4.3.2 ULOŽENÍ UŽIVATELSKÝCH PROGRAMŮ V MIG-MAG DO PAMĚTI A JEJICH NAČÍTÁNÍ
.........55
4.3.2.1 Úvod ...................................................................................................................................55
4.3.2.2 Kapacita ukládání uživatelských programů v MIG-MAG do paměti
...................................55
4.3.2.3 Postup při ukládání do paměti (SAVE).
.............................................................................55
4.3.2.4 Postup při načítání uživatelského programu (RECALL)
.....................................................55
5. INSTALACE ...................................................................................................................................................55
5.1 MONTÁŽ
..................................................................................................................................................55
5.2 ZPŮSOB ZVEDÁNÍ SVAŘOVACÍHO PŘÍSTROJE (OBR. E)
..................................................................55
5.3 UMÍSTĚNÍ SVAŘOVACÍHO PŘÍSTROJE
................................................................................................55
5.4 PŘIPOJENÍ DO SÍTĚ
...............................................................................................................................55
5.4.1 Upozornění
.....................................................................................................................................55
5.4.2 ZÁSTRČKA A ZÁSUVKA
................................................................................................................55
5.5 ZAPOJENÍ SVAŘOVACÍHO OBVODU
....................................................................................................55
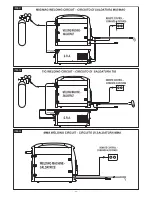
5.5.1 SVAŘOVÁNÍ S DRÁTEM MIG-MAG (OBR. F)
...............................................................................55
5.5.1.1 Připojení tlakové láhve s plynem
.......................................................................................55
5.5.1.2 Připojení svařovací pistole
.................................................................................................55
5.5.1.3 Zapojení zemnícího kabelu svařovacího proudu
...............................................................55
5.5.2 SVAŘOVÁNÍ TIG (OBR. G)
............................................................................................................55
5.5.2.1 Připojení tlakové láhve s plynem
.......................................................................................55
5.5.2.2 Připojení zemnicího kabelu svařovacího proudu
................................................................56
5.5.2.3 Připojení svařovací pistole
.................................................................................................56
5.5.3 SVAŘOVÁNÍ OBALENOU ELEKTRODOU MMA (OBR. H)
...........................................................56
5.5.3.1 Připojení držáku elektrod
....................................................................................................56
5.5.3.2 Připojení zemnicího kabelu svařovacího proudu
................................................................56
5.5.4 DOPORUČENÍ:
..............................................................................................................................56
5.6 NALOŽENÍ CÍVKY S DRÁTEM
(Obr. I) ...................................................................................................56
5.7 VÝMĚNA VODICÍHO POUZDRA DRÁTU VE SVAŘOVACÍ PISTOLI (OBR. N)
.....................................56
5.7.1 Spirálovité vodicí pouzdro pro ocelové dráty
..................................................................................56
5.7.2 Vodicí pouzdro ze syntetického materiálu pro hliníkové dráty
........................................................56
6. SVAŘOVÁNÍ: POPIS PRACOVNÍHO POSTUPU
.........................................................................................
56
6.1 SVAŘOVÁNÍ MIG-MAG
...........................................................................................................................56
6.1.1 REŽIM PŘENOSU SHORT ARC (KRÁTKÝ OBLOUK)
..................................................................56
6.1.1.1 REŽIM PŘENOSU PŘI STUDENÉM OBLOUKU (ROOT MIG)
.........................................56
6.1.2 REŽIM PŘENOSU SPRAY ARC (ROZSTŘIKOVANÝ OBLOUK)
..................................................56
6.1.3 REŽIM PŘENOSU PULSE ARC (PULZNÍ OBLOUK)
....................................................................56
6.1.4 REGULACE PARAMETRŮ SVAŘOVÁNÍ V MIG-MAG
..................................................................57
6.1.4.1 Ochranný plyn
....................................................................................................................57
6.1.4.2 Svařovací proud
.................................................................................................................57
6.1.4.2 Napětí oblouku a přiškrcení oblouku (pinch-off)
.................................................................57
6.1.5 ČINNOST BI-LEVEL A PULSE ON PULSE
....................................................................................57
6.2 SVAŘOVÁNÍ TIG (DC)
.............................................................................................................................57
6.2.1 Zapálení oblouku LIFT
....................................................................................................................57
6.3 SVAŘOVÁNÍ S OBALENOU ELEKTRODOU MMA
.................................................................................57
6.4 KVALITA SVAŘOVÁNÍ
.............................................................................................................................57
7. ÚDRŽBA
.......................................................................................................................................................57
7.1 ŘÁDNÁ ÚDRŽBA
....................................................................................................................................57
7.1.1 Svařovací pistole
............................................................................................................................57
7.1.2 Podávač drátu
................................................................................................................................57
7.2 MIMOŘÁDNÁ ÚDRŽBA
..........................................................................................................................57
8. PORUCHY, JEJICH PŘÍČINY A ZPŮSOB JEJICH ODSTRANĚNÍ (TAB. 8)
................................................57
str.
str.







































































