






















- 57 -
- Použitelný plyn:
směsi Ar/O
2
nebo Ar/CO
2
(1-2%)
Hliník nebo slitiny:
- Průměr použitelných drátů:
0,8-1,6mm
- Rozsah svařovacího proudu:
40-320A
- Rozsah svařovacího napětí:
17-28V
- Použitelný plyn:
Ar 99,9%
Obvykle se kontaktní trubička musí nacházet 5-10mm uvnitř hubice, a to tím více, čím
je vyšší napětí oblouku; délka volného konce drátu (stick-out) se obvykle pohybuje v
rozmezí 10 až 12 mm.
Aplikace: Svařování v „poloze“ na nízkých a středních tloušťkách a na materiálech
podléhajících tepelnému rozkladu, mimořádně vhodné pro svařování na lehkých
slitinách (hliník a jeho slitiny), také při tloušťkách menších než 3mm.
6.1.4 REGULACE PARAMETRŮ SVAŘOVÁNÍ V MIG-MAG
6.1.4.1 Ochranný plyn
Kapacita ochranného plynu musí být:
short arc:
8-14 l/min
spray arc a pulse arc:
12-20 l/min
v závislosti na intenzitě svařovacího proudu a průměru hubice.
6.1.4.2 Svařovací proud
Regulace svařovacího proudu provádí obsluha otáčením otočného ovládače snímače
impulzů (OBR. E (14)).
Při volbě SPRAY/SHORT ARC odpovídá každé otočení otočného ovládače snímače
impulzů (14) regulaci rychlosti drátu (m/minutu), zobrazené na displeji (16); během
svařování displej automaticky přepne na zobrazování aktuální hodnoty proudu (v
ampérech).
Při volbě PULSE ARC nebo PULSE ARC PULSE-ON-PULSE odpovídá každé otočení
otočného ovládače snímače impulzů (14) regulaci svařovacího proudu, zobrazené na
displeji (16); během svařování displej automaticky přepne na zobrazování aktuální
hodnoty proudu.
V obou režimech je možné stisknutím tlačítka (17) přejít na
r e g u l a c i
tloušťky v mm (LED (16b) rozsvícena) se snímačem impulzů (14). Stroj automaticky
vypočítá proud potřebný pro svařování takovéto tloušťky. Také v tomto případě displej
během svařování přepne na zobrazování aktuální hodnoty proudu (v ampérech).
Všimněte si, že u všech synergických programů minimální a maximální nastavitelné
hodnoty (v m/minutu, ampérech nebo tloušťka v mm) odpovídají hodnotám
přednastaveným ve výrobním závodě, které uživatel nemůže měnit.
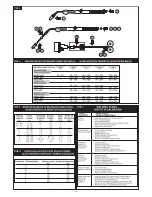
Orientační hodnoty proudu a nejpoužívanější dráty jsou uvedeny v tabulce (TAB. 5).
6.1.4.2 Napětí oblouku a přiškrcení oblouku (pinch-off)
U synergických programů MIG-MAG pulse arc a pulse-on-pulse tyto dva parametry
určují rozměr oblouku během svařování.
Napětí oblouku poukazuje na vzdálenost drátu od svařovaného dílu a rozsah změny,
kterou může provést uživatel, je omezen na jednoduchou korekci od -5% do +5%
hodnoty napětí, která je přednastavena v každém programu, aby mohl případně
přizpůsobit opravdovou délku oblouku specifickým potřebám. Čím vyšší je hodnota,
tím vyšší bude vzdálenost drátu od svařovaného dílu.
Přiškrcení oblouku určuje koncentraci nebo šířku oblouku a regulační rozsah tohoto
parametru je od -10% do +10% hodnoty přednastavené v programech. Čím vyšší je
tato hodnota, tím koncentrovanější bude oblouk.
V manuálním programu „PRG 0“ je napětí oblouku zadefinováno nastavením hodnoty
úměrné zvolené rychlosti drátu podle následujícího vztahu:
U
2
= ( 14+0,05 I
2
) kde:
- U
2
= Napětí oblouku ve voltech.
- I
2
= Svařovací proud v ampérech.
Je třeba mít na paměti, že hodnotě napětí zvolené naprázdno bude odpovídat napětí
pod zátěží (při svařování) o 2-4V nižší.
6.1.5 ČINNOST BI-LEVEL A PULSE ON PULSE
Činnost bi-level se nastavujte tlačítkem (8) a je možné ji zvolit v režimu MIG-MAG
pulse arc a short arc. K zahájení svařovacího cyklu dochází stisknutím a uvolněním
tlačítka svařovací pistole (jako při 4-dobém svařování) a počáteční pracovní bod
svařovacího přístroje se rovná hlavní úrovni svařování (LED (10a)), přičemž stroj
zobrazuje proud a napětí tohoto pracovního bodu. Stisknutím tlačítka svařovací
pistole na dobu kratší než 0,5 sekundy stroj změní pracovní bod hlavní a vedlejší
úrovně (LED (10b)) a na displeji zobrazí proud a napětí hlavní úrovně. Při každém
následujícím stisknutí tlačítka bude stroj pokračovat z jedné úrovně ke druhé, dokud
tlačítko nebude stisknuto na dobu kratší než 0,5 sekundy.
Během svařování i když stroj zobrazuje okamžitou hodnotu proudu a napětí je možné
měnit pouze proud a napětí oblouku hlavní úrovně svařování.
Režim MIG-MAG Pulse on Pulse se aktivuje tlačítkem (7) spolu s LED režimu MIG-
MAG Pulse arc. Tento režim představuje speciální typ činnosti bi-level, protože také v
tomto případě máme dva pracovní body nastavitelné se stejnými kritérii jako u bi-level
(LED (10a) a (10b)). Doba trvání každé úrovně t1 a t2 je nastavitelná (LED (10c) a
(10d)) a nenastavuje se manuálně, jak je tomu u bi-level. Během svařování proto stroj
pokračuje v automatické změně pracovního bodu hlavní úrovně (s dobou trvání t1) a
vedlejší úrovně (s dobou trvání t2).
Jev, který přitom vzniká, je pulzace v pulzaci, z čehož pochází i název. Správným
nastavením obou úrovní a obou dob trvání je možné dosáhnout svařování v
„rouchách“, velmi podobné svařování TIG.
6.2 SVAŘOVÁNÍ TIG (DC)
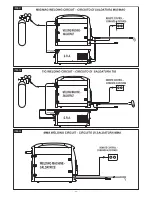
Po realizaci zapojení svařovacího obvodu způsobem popsaným v odstavci 5.5.2 je
třeba:
- Zvolit způsob svařování TIG na ovládacím panelu svařovacího přístroje
(OBR. C
(7))
.
- Nastavit svařovací proud na požadovanou hodnotu otočným ovládačem snímače
impulzů (14) (hodnotu lze regulovat také během svařování). Dle potřeby aktivujte
sestupnou rampu proudu potenciometrem (13) (se zobrazováním aktuální hodnoty
na displeji (16)).
6.2.1 Zapálení oblouku LIFT
Lehkým tlakem opřete hrot elektrody o svařovaný díl. Zatlačte na doraz tlačítko na
svařovací pistoli a zvedněte elektrodu 2-3mm s určitým opožděním, čímž způsobíte
zapálení oblouku. Svařovací přístroj nejdříve vygeneruje proud I
BASE
a chvíli poté
bude vygenerován nastavený svařovací proud. Po ukončení cyklu bude proud vypnut
v souladu s nastavenou sestupnou hranou.
V tabulce
(TAB. 5)
jsou shrnuty některé orientační údaje pro svařování na
nerezavějících nebo vysokolegovaných ocelích.
6.3 SVAŘOVÁNÍ S OBALENOU ELEKTRODOU MMA
Po realizaci zapojení svařovacího obvodu v souladu s popisem v odst. 5.5.3 je třeba
provést volbu režimu MMA prostřednictvím tlačítka
(OBR. C (7))
:
Svařovací proud musí být regulován na požadovanou hodnotu otočným ovládačem
snímače impulzů (14) a případný dynamický nadproud „ARC FORCE“ musí být měněn
v rozsahu od 0 do 100% otočným ovládačem snímače impulzů (13) (se zobrazováním
aktuální hodnoty na displeji (16)).
V tabulce
(TAB. 6)
jsou shrnuty některé orientační údaje proudu v závislosti na
průměru elektrod.
6.4 KVALITA SVAŘOVÁNÍ
Kvalita svaru, včetně počtu způsobených výstřiků, bude určena zejména rovnováhou
parametrů svařování: proudu (rychlosti posuvu drátu), průměru drátu, napětí oblouku
atd.
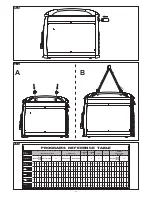
Obdobně bude poloha svařovací pistole přizpůsobena v souladu s
obrázkem M
kvůli
zamezení vzniku nadbytečného počtu výstřiků a poruch svaru.
Pro správnou realizaci svaru je třeba brát ohled na rychlost svařování (rychlost posuvu
podél spoje), která je rozhodující pro správný průnik a tvar samotného svaru.
Přehled nejčastějších poruch svařování je uveden v tabulce
(TAB. 7)
.
7. ÚDRŽBA
UPOZORNĚNÍ! PŘED PROVÁDĚNÍM OPERACÍ ÚDRŽBY SE UJISTĚTE,
ŽE JE SVAŘOVACÍ PŘÍSTROJ VYPNUT A ODPOJEN OD NAPÁJECÍHO
ROZVODU.
7.1 ŘÁDNÁ ÚDRŽBA
OPERACE ŘÁDNÉ ÚDRŽBY MŮŽE VYKONÁVAT OPERÁTOR.
7.1.1 Svařovací pistole
- Zabraňte tomu, aby došlo k položení svařovací pistole nebo jejího kabelu na teplé
povrchy; způsobilo by to roztavení izolačních materiálů s následným rychlým
uvedením svařovací pistole mimo provoz.
- Pravidelně kontrolujte těsnost plynové hadic a spojů.
- Při každé výměně cívky s drátem vyfoukejte vodící pouzdro vodiče drátu suchým
stlačeným vzduchem (max. 5 bar) a zkontrolujte jeho neporušenost.
- Před každým použitím zkontrolujte stav opotřebení a správnost montáže koncových
částí svařovací pistole: hubice, kontaktní trubičky, difuzoru plynu.
7.1.2 Podávač drátu
- Opakovaně kontrolujte stav opotřebení válečků tahače drátu a pravidelně
odstraňujte kovový prach, který se usazuje v prostoru tahače (válečky a vstupní a
výstupní vodič drátu).
7.2 MIMOŘÁDNÁ ÚDRŽBA
OPERACE MIMOŘÁDNÉ ÚDRŽBY MUSÍ BÝT PROVÁDĚNY VÝHRADNĚ
ZKUŠENÝM PERSONÁLEM NEBO PERSONÁLEM S KVALIFIKACÍ
V ELEKTROMECHANICKÉ OBLASTI A V SOULADU S TECHNICKOU NORMOU
IEC/EN 60974-4.
UPOZORNĚNÍ! PŘED ODLOŽENÍM PANELŮ SVAŘOVACÍHO
PŘÍSTROJE A PŘÍSTUPEM K JEHO VNITŘKU SE UJISTĚTE, ŽE JE
SVAŘOVACÍ PŘÍSTROJ VYPNUT A ODPOJEN OD NAPÁJECÍHO
ROZVODU.
Případné kontroly prováděné uvnitř svařovacího přístroje pod napětím mohou
způsobit zásah elektrickým proudem s vážnými následky, způsobenými přímým
stykem se součástmi pod napětím a/nebo přímým stykem s pohybujícími se
součástmi.
- Pravidelně a v intervalech odpovídajících použití a prašnosti prostředí kontrolujte
vnitřek svařovacího přístroje a odstraňujte prach nahromaděný na elektronických
kartách prostřednictvím velmi jemného kartáče nebo vhodných rozpouštědel.
- Při uvedené příležitosti zkontrolujte, zda jsou elektrické spoje řádně utaženy, a zda
jsou kabeláže bez viditelných známek poškození izolace.
- Po ukončení uvedených operací proveďte zpětnou montáž panelů svařovacího
přístroje a utáhněte na doraz upevňovací šrouby.
- Rozhodně zabraňte provádění operací svařování při otevřeném svařovacím
přístroji.
- Po provedení údržby nebo opravy obnovte všechna zapojení a kabeláže a vraťte je
do původního stavu a dbejte přitom na to, aby nepřišly do styku s pohybujícími se
součástmi nebo se součástmi, které mohou dosáhnout vysokých teplot. Upevněte
všechny vodiče stahovacími páskami jako v původním stavu a řádně vzájemně
oddělte připojení primárního vinutí transformátoru od nízkonapěťových vodičů
sekundárního vinutí.
Použijte všechny originální podložky a šrouby pro zavření kovové konstrukce.
8. PORUCHY, JEJICH PŘÍČINY A ZPŮSOB JEJICH ODSTRANĚNÍ (TAB. 8)
UPOZORNĚNÍ! REALIZACE NĚKTERÝCH KONTROL JE PROVÁZENA
VÝSKYTEM RIZIKA STYKU SE SOUČÁSTMI POD NAPĚTÍM A/NEBO
V POHYBU.
V PŘÍPADĚ NEUSPOKOJIVÉ ČINNOSTI A DŘÍVE, NEŽ PROVEDETE
SYSTEMATICKÉ KONTROLY NEBO NEŽ SE OBRÁTÍTE NA VAŠE SERVISNÍ
STŘEDISKO, ZKONTROLUJTE, ZDA:
- Je snímačem impulzů vhodně nastaven svařovací proud.
- Není přítomen alarm signalizující zásah tepelné ochrany způsobený přepětím nebo
podpětím či zkratem.
- Ujistěte se, zda jste dodrželi jmenovitou hodnotu zatěžovatele; v případě zásahu
termostatické ochrany vyčkejte na ochlazení svařovacího přístroje přirozeným
způsobem, zkontrolujte činnost ventilátoru.
- Zkontrolujte napájecí napětí: Když je hodnota příliš vysoká nebo příliš nízká,
svařovací přístroj bude signalizovat poruchu (viz odstavec 4.2).
- Zkontrolujte, zda na výstupu svařovacího přístroje není přítomen zkrat: V takovém
případě přistupte k odstranění jeho příčin.
- Zkontrolujte, zda je správně provedeno zapojení svařovacího obvodu, se zvláštním
důrazem na skutečné připojení zemnicích kleští k dílu, aniž by byl mezi ně vložen
izolační materiál (např. lak).
- Je použitý správný ochranný plyn a ve správném množství.
Před jakýmkoli zásahem na podávači drátu nebo uvnitř svařovacího přístroje je třeba
postupovat v souladu s kapitolou 7
„ÚDRŽBA“
.







































































