




















C.
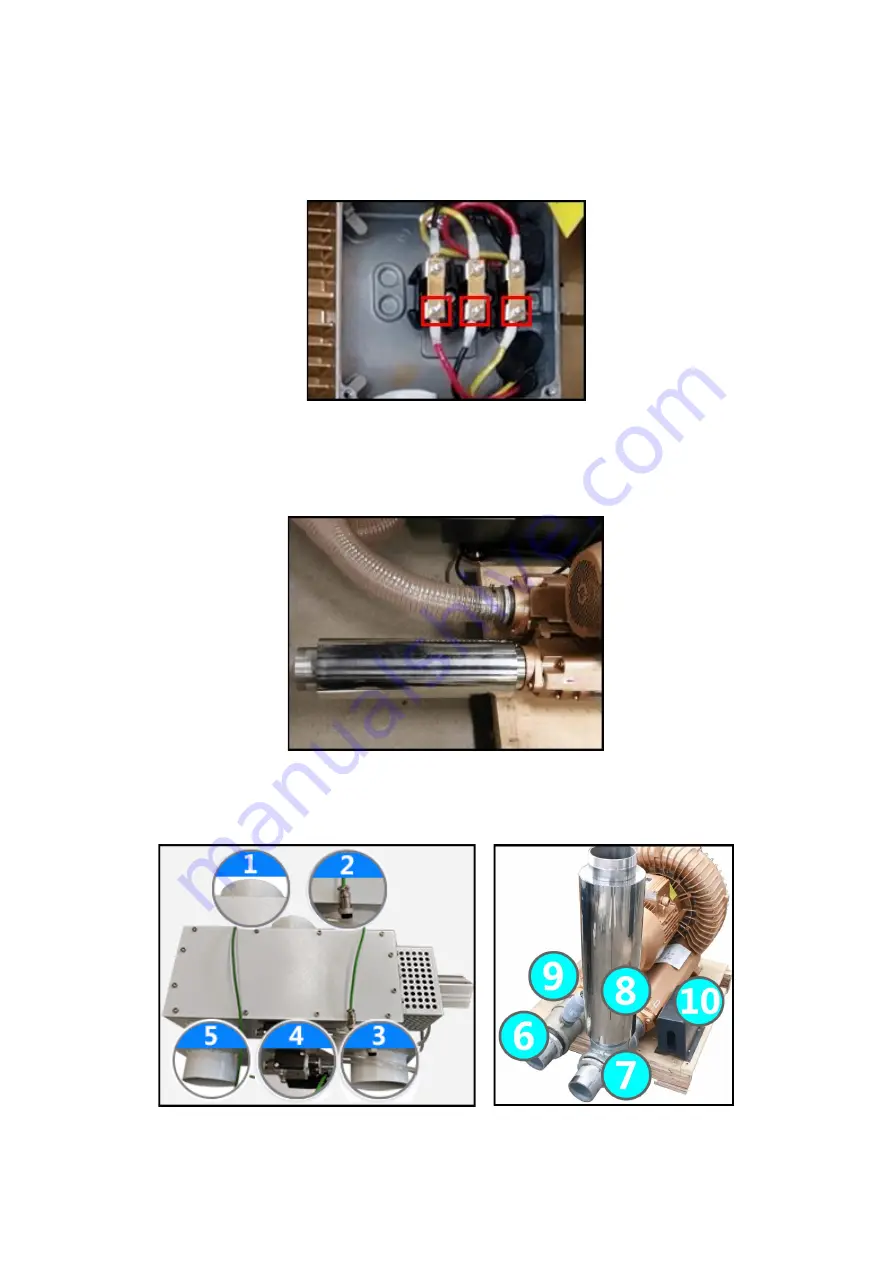
Connect one end of the Power Cable for the Vacuum Pump to the 2/T1
,
4/T2,6/T3 of the AC contactor and connect another end to the vacuum
pump, as show in the red frames below:
D.
Connect the aviation plug of the 220V Power Cable to the machine or
the control box.
(Note:Subject to the actual model.)
(2)Vacuum Pump of the Digital Knife Cutting Machine with Flat Table
(3)Vacuum Pump and Returning-air Box of the Auto-feeding Digital Knife
Cutting Machine.
(Note:There is no returning-air box for the non auto-
feeding model machine.)
①
Connect No.1 to the air pipe which comes out of the machine.
Summary of Contents for XYZ 2518
Page 1: ...TEXI XYZ 2518 MANUAL...







































































