











RK1240 and RK1240C Crimping Tools
Greenlee / A Textron Company
4455 Boeing Dr. • Rockford, IL 61109-2988 USA • 815-397-7070
10
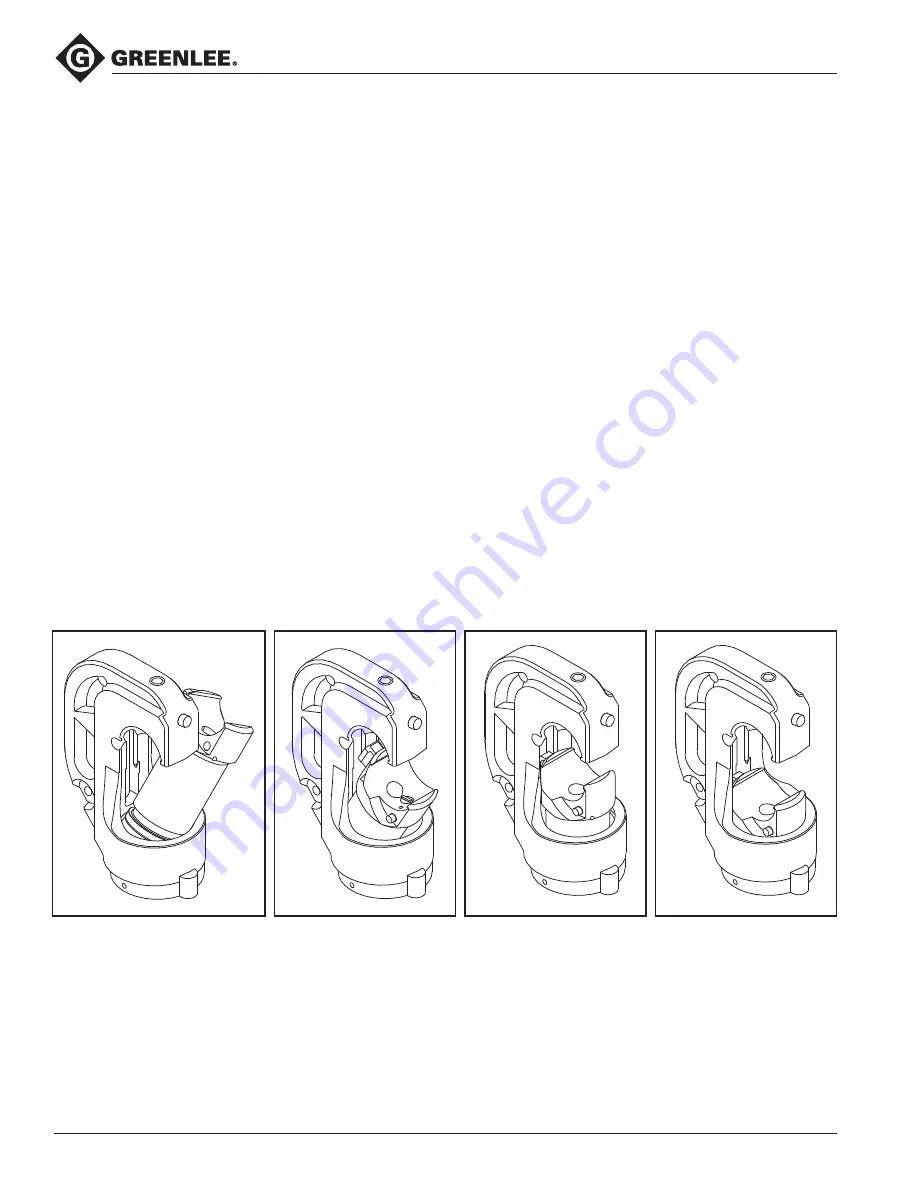
Step 4. Installing the Ram
Assembly
(refer to the Illustration)
1. Lubricate the Die Retainer (4) and Die Release
Button (2) with a Molybdenum Disulfide grease.
Assemble them into the C-head and install Drive
Pin (3). Add two drops of Loctite
®
242
®
Threadlocker
to Screw (6), install Spring (5) from the top of the
C-head and retain with Screw (6). Adjust the Screw
(6) so that the Die Retainer (4) is flush with the head
when the Die Release Button (2) is pressed.
2. Inspect the external surface of the ram and the
inside surface of the cylinder for nicks, gouges or
other imperfections. Replace the ram or cylinder if
necessary.
3. Assemble Spring (11), Die Retaining Pin (10) and Die
Release Button (12) to the Ram (15). Retain with the
Roll Pin (9).
4. Tilt and slide the ram (15) through the opening in
the C-head (1). Align the T-shaped protrusion on the
ram with the T-shaped groove in the C-head and
assemble the ram to the head (see below).
5. Slide the Washer (16) and Wiper (17) onto the
Ram (15) as far as they will go. Place the U-cup Seal
(21) on the Ram.
6. Assemble the Extension Spring (19) to the two
Spring Retainers (18,20).
7. Thread the Spring Retainer (20) into the base of the
Cylinder (23), use a 5mm Allen wrench to tighten the
spring retainer.
8. Lubricate the O-ring (22) and Backup Ring (21) and
threads on the cylinder and C-head.
9. Slide the ram assembly down the C-head and
assemble into the cylinder (23) far enough for full
O-ring and Backup ring engagement.
10. Slip the cylinder into the base of the C-head and
start threading them together. Continue to thread
the cylinder into the C-head until the cylinder con-
tacts the C-head.
11. Lock the C-head in place with the Set Screw (7) .
12. Install Nylon Washer (14) and 8mm Screw (13)
through the ram and tighten securely.
13. Use Pipe Sealer and assemble the 3/8" NPT Pipe
(24) to the 3/8 Coupler (25). Assemble to the
cylinder.







































































