


























To this chapter contents
6. CYLINDER HEAD/VALVE
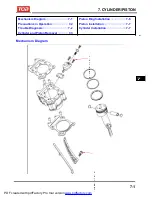
Use 60
°
cutter to cut a quarter lower parts out.
Remove the cutter and check new valve seat.
Old valve seat width
60
°
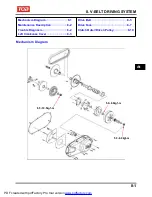
Use 45
°
cutter to grind the valve seat to specified
width.
Caution
Make sure that all roughness and uneven faces
had been ground.
1.0mm
Grind valve seat again if necessary.
45
°
Coat the valve seat surface with red paint.
Install the valve through valve guide until the valve
contacting with valve seat, slightly press down the
valve but do not rotate it so that a seal track will be
created on contact surface.
Caution
The contact surfaces of valve and valve seat are
very important to the valve sealing capacity.
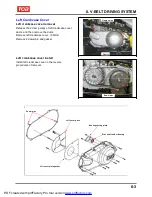
If the contact surface too high, grind the valve seat
with 32
°
cutter.
Then, grind the valve seat to specified width.
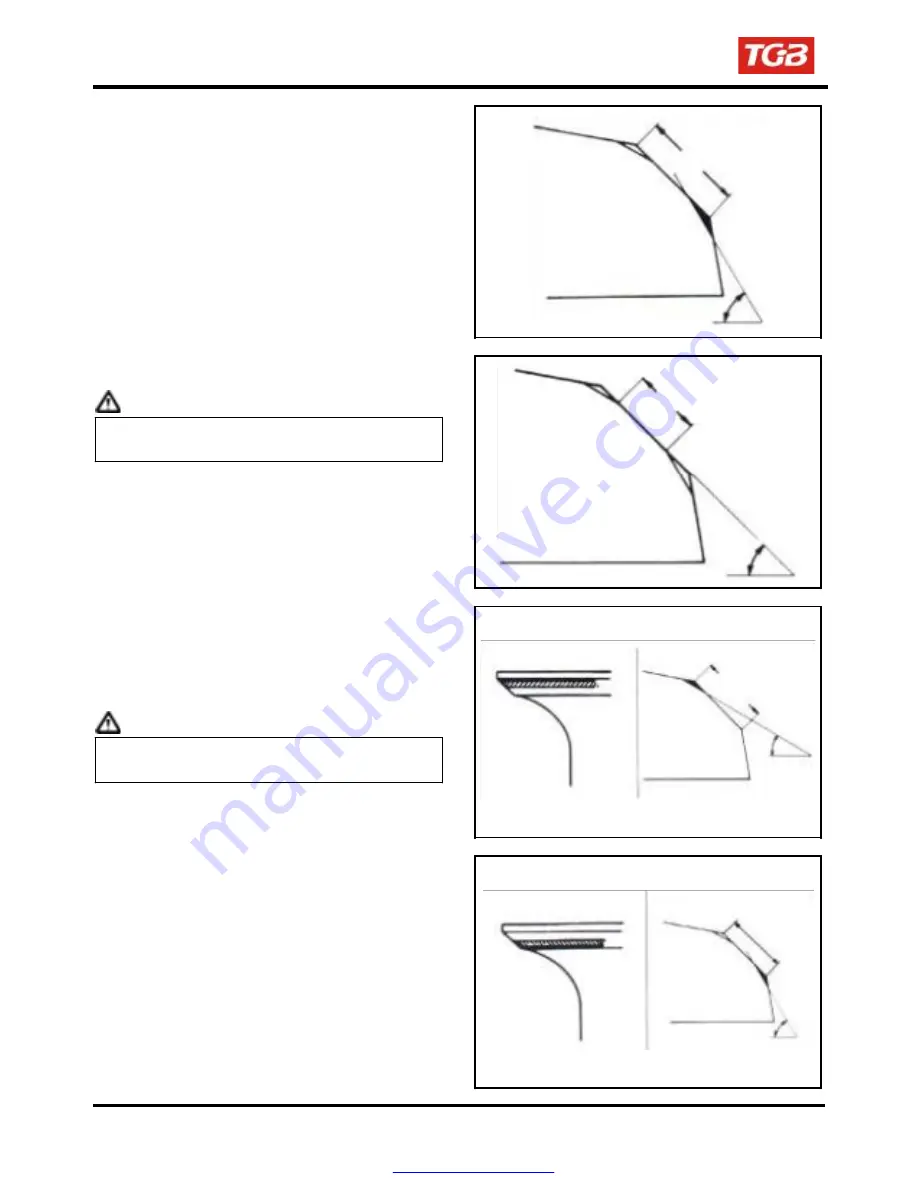
If the contact surface too low, grind the valve seat
with 60
°
cutter.
Then, grind the valve seat to specified width.
Contact surface too high
Contact surface too low
Old valve seat width
32
°
Old valve seat width
60
°
6-12
PDF created with pdfFactory Pro trial version
www.pdffactory.com







































































