



























EX-TRACK
®
Operator Manual, Revision T-1
35
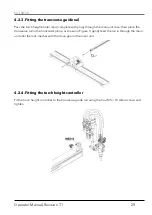
5.3. Cut quality
Acceptable cut quality is dependent upon many factors, quality that is acceptable in some instances
may not be for others. Make a test cut prior to a production run to ensure the required cut quality
has been achieved.
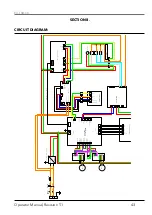
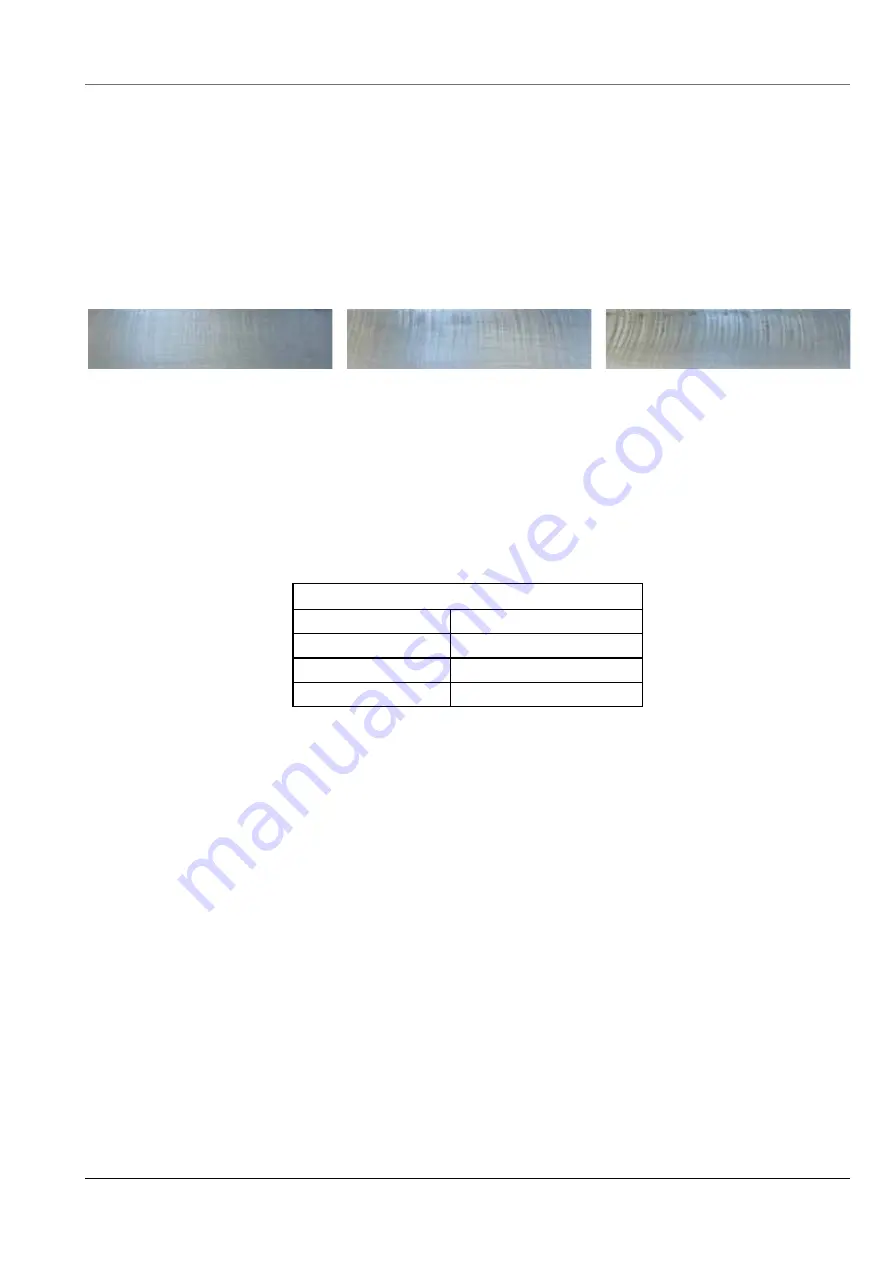
Use the images below as a guide to correct travel speed.
5.4. Preheat time
Preheat time for edge starts or piercing are dependent upon nozzle size, flame value, material
type/thickness and ambient temperature of the material. The chart below is intended as a guide to
preheat times, actual times may vary.
Average preheating time (in seconds min. / max.)
Work-piece thickness
Propane
Up to 20 mm
8 / 34
To 50 mm
10 / 53
To 100 mm
22 / 100
Note:
Incorrect piercing of thick material can result in damage to the nozzle, torch and system,
for cutting 50mm thickness or greater, use the running or flying pierce technique, this should be
performed only by experienced operators. Using a drilled hole is an alternative method for piercing
thick material, this enables an edge start to the cutting process. Frequently check the nozzle for
debris build up or damage, a blocked or damaged nozzle can cause flashbacks and poor cut quality.
5.5. Torch operation
Prior to the torch being set in motion, the operator needs to ensure that the work area is free from
flammable and combustible materials, the system can be operated without colliding with structural,
fixed or moving objects, the work area shall be cleaned, free from material off cuts and checked for
slip, trip and fall hazards.
Turning the torch off. Upon completion of the cutting process, raise the torch, turn off the cutting
oxygen supply at the torch, turn off the fuel gas supply at the torch and the turn off the oxygen cut
preheat gas supply at the torch. At the end of the shift, raise the torch and “home” the torch to where
Speed is too slow
(65%)
Speed is correct
(100%)
Speed is too fast
(135%)
Cutting direction
→
Cutting direction
→
Cutting direction
→
Summary of Contents for EX-TRACK
Page 101: ...EX TRACK Operator Manual Revision T 1 101 Shape 1 Shape 2 Shape 3...
Page 102: ...EX TRACK Operator Manual Revision T 1 102 Shape 4 Shape 5 Shape 6...
Page 103: ...EX TRACK Operator Manual Revision T 1 103 Shape 7 Shape 8 Shape 9...
Page 104: ...EX TRACK Operator Manual Revision T 1 104 Shape 10 Shape 11 Shape 12...
Page 105: ...EX TRACK Operator Manual Revision T 1 105 Shape 13 Shape 14 Shape 15...
Page 106: ...EX TRACK Operator Manual Revision T 1 106 Shape 16 Shape 17 Shape 18...
Page 107: ...EX TRACK Operator Manual Revision T 1 107 Shape 19 Shape 20 Shape 21...
Page 108: ...EX TRACK Operator Manual Revision T 1 108 Shape 22 Shape 23 Shape 24...
Page 109: ...EX TRACK Operator Manual Revision T 1 109 Shape 25 Shape 26 Shape 27...
Page 110: ...EX TRACK Operator Manual Revision T 1 110 Shape 28 Shape 29 Shape 30...
Page 111: ...EX TRACK Operator Manual Revision T 1 111 Shape 31 Shape 32 Shape 33...
Page 112: ...EX TRACK Operator Manual Revision T 1 112 Shape 34 Shape 35 Shape 36...
Page 113: ...EX TRACK Operator Manual Revision T 1 113 Shape 37 Shape 38 Shape 39...
Page 114: ...EX TRACK Operator Manual Revision T 1 114 Shape 40 Shape 41 Shape 42...
Page 115: ...EX TRACK Operator Manual Revision T 1 115 Shape 43 Shape 44 Shape 45...
Page 116: ...EX TRACK Operator Manual Revision T 1 116 Shape 46 Shape 47 Shape 48...
Page 117: ...EX TRACK Operator Manual Revision T 1 117 Shape 49 Shape 50...
Page 118: ...EX TRACK Operator Manual Revision T 1 118 Notes...







































































