





























ARCMASTER 185 AC/DC
Feb
r
ua
r
y 20, 2006
7-1
SECTION 7:
BASIC TIG WELDING GUIDE
7.01 Explanation of “Fluttery Arc” when
AC TIG Welding on Aluminum
The following will assist in unde
r
standing the
phenomenon of A
r
c Flutte
r
, also
r
efe
rr
ed to as A
r
c
Rectification.
The basic thesis is that the flutte
r
ing is caused by lack of
oxide in the weld pool.
The oxide laye
r
on the plate
r
educed the ene
r
gy fo
r
elect
r
on emission. Elect
r
on emission f
r
om the weld pool
(DC+) causes the oxide laye
r
s to be dis
r
upted, the so-
called “cleaning action”. Howeve
r
once the cleaning action
has p
r
oduced a mi
rr
o
r
like su
r
face on the weld pool, the
effect of the oxide laye
r
is limited because the oxide laye
r
has dissipated. This makes elect
r
on emission f
r
om the
weld pool mo
r
e difficult and inc
r
eases the chance of a
r
c
instability.
This idea is suppo
r
ted by the obse
r
vation that once
flutte
r
ing sta
r
ts it can be made to stop by wo
r
king the a
r
c
away f
r
om the mi
rr
o
r
like weld pool to an a
r
ea of oxide
coated mate
r
ial. As soon as this is done the a
r
c settles
back to a stable condition. So while the a
r
c is “consuming”
oxide coated plate the instability does not occu
r
. But once
the a
r
c is stationa
r
y, the pool becomes tho
r
oughly
“cleaned” by election emission, the flutte
r
ing begins.
Tests conducted on va
r
ious types of AC TIG powe
r
sou
r
ces, Flutte
r
y A
r
c is not confined to one type of powe
r
sou
r
ce o
r
its' design, both conventional and inve
r
te
r
types
suffe
r
f
r
om the same p
r
oblem.
AC TIG on aluminum
1. The Problem:
A
r
c appea
r
s unstable and pulses o
r
flutte
r
s. ie. appea
r
s to
r
apidly change welding cu
rr
ent
.
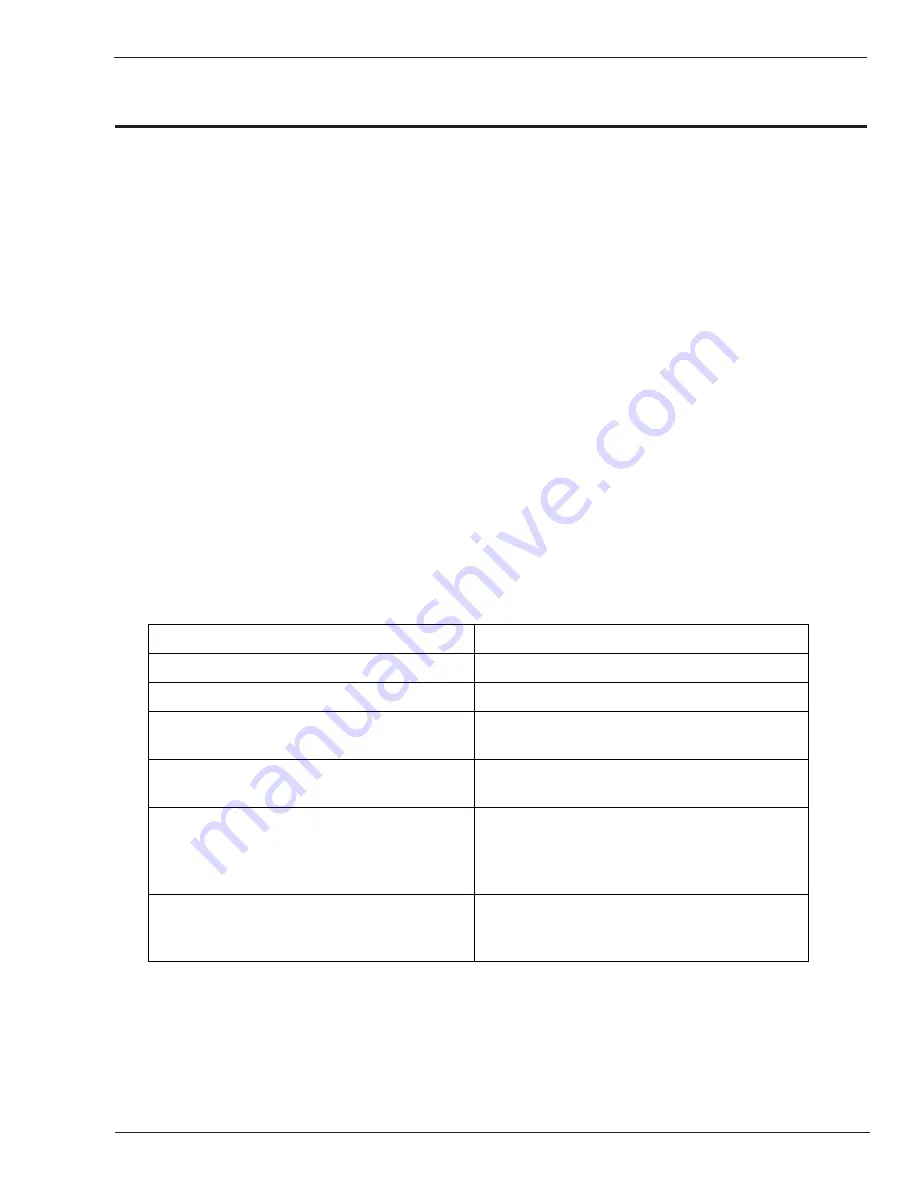
Conditions that accentuate arc flutter:
Conditions that minimizes arc flutter:
•
Cold wo
r
k piece
•
P
r
eheat the wo
r
k piece
•
Ve
r
y sho
r
t a
r
c length
•
Inc
r
ease the a
r
c length
•
Weld pool c
r
ate
r
about 0.39” to 0.47”
(10 to 12mm) diamete
r
•
Int
r
oduce fille
r
r
od mate
r
ial to the weld
pool, which int
r
oduces oxides
•
A
r
c field in one spot to p
r
oduce
“mi
rr
o
r
” clean weld pool
•
Move the weld pool a
r
ound to int
r
oduce
oxides to the weld pool
•
Inc
r
eased cleaning action
i.e. P
r
olonged oxide emission f
r
om a
stationa
r
y weld pool inc
r
eases the
likelihood of a
r
c flutte
r
•
Dec
r
ease the cleaning action by tu
r
ning
the
WAVE BALANCE
to below 50% o
r
move the weld pool a
r
ound
•
Accentuated when tungsten
r
unning
nea
r
its cu
rr
ent capacity, i.e. Molten ball
on end
•
Use a la
r
ge
r
diamete
r
tungsten elect
r
ode
Table 7-1: Reduction of A
r
c Flutte
r
2. Conclusion:
Flutte
r
y A
r
c in AC TIG is a physical phenomenon independent of machine design.
Summary of Contents for ARCMASTER 185 AC/DC
Page 24: ...ARCMASTER 185 AC DC 3 6 February 20 2006 NOTES ...
Page 34: ...ARCMASTER 185 AC DC 5 2 February 20 2006 NOTES ...
Page 58: ...ARCMASTER 185 AC DC 11 4 February 20 2006 NOTES ...
Page 69: ......
Page 72: ......







































































