





























CUTMASTER 40MM
OPERATION
Manual 0-5084
4T-4
3
4
Art # A-03383
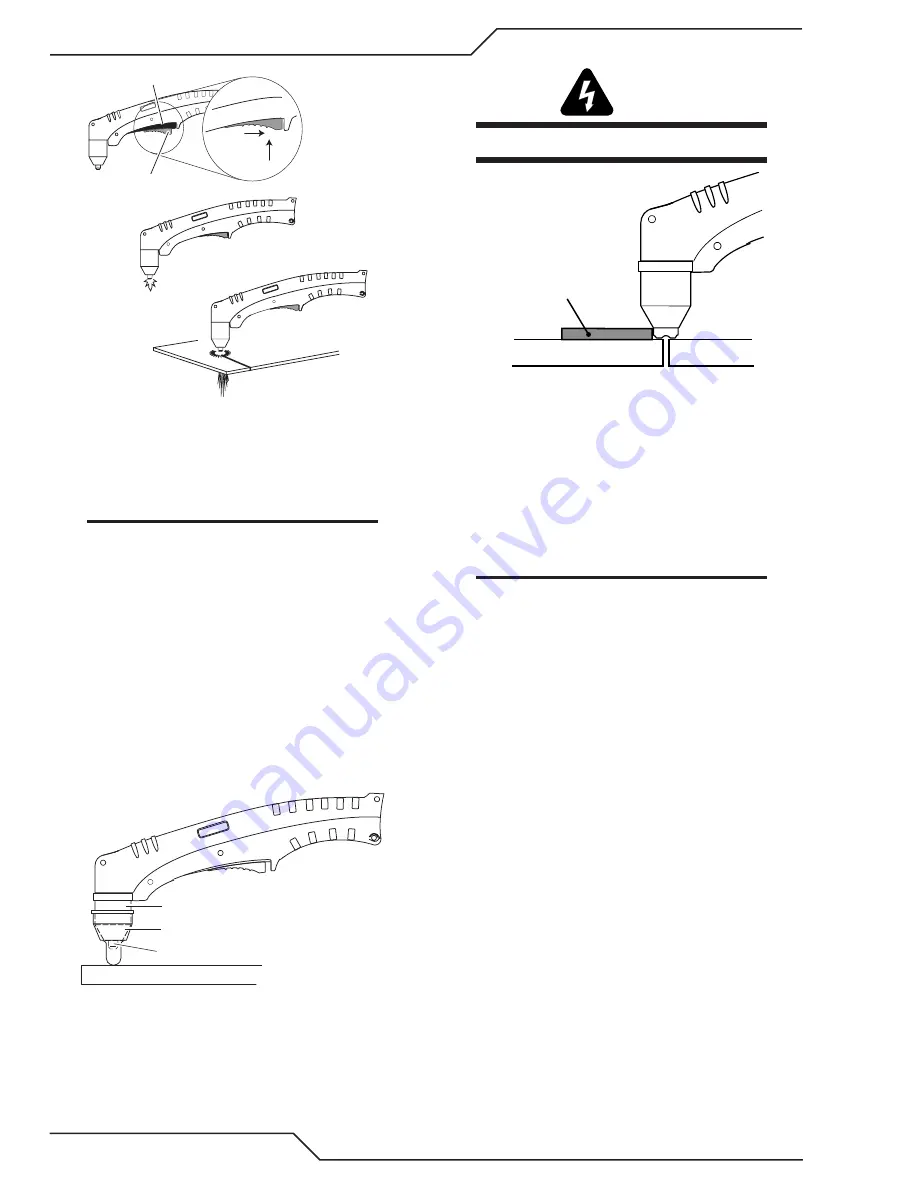
Trigger
2
1
Trigger Release
6. Cut as usual. Simply release the trigger assembly
to stop cutting.
7. Follow normal recommended cutting practices as
provided in the power supply operator's manual.
NOTE
When the shield cup is properly installed,
there is a slight gap between the shield cup
and the torch handle. Gas vents through this
gap as part of normal operation. Do not at-
tempt to force the shield cup to close this gap.
Forcing the shield cup against the torch head
or torch handle can damage components.
8. For a consistent standoff height from the work-
piece, install the standoff guide by sliding it onto
the torch shield cup. Install the guide with the
legs at the sides of the shield cup body to main-
tain good visibility of the cutting arc. During
operation, position the legs of the standoff guide
against the workpiece.
Shield Cup
Workpiece
Standoff Guide
Art # A-04034
Torch Tip
Shield Cup With Straight Edge
The drag shield cup can be used with a non conduc-
tive straight edge to make straight cuts by hand.
WARNING
The straight edge
must be
non - conductive.
A-03539
Non-Conductive
Straight Edge
Cutting Guide
Using Drag Shield Cup With Straight Edge
The crown shield cup functions best when cutting
3/16 inch (4.7 mm) solid metal with relatively
smooth surface.
Drag Cutting With a Hand Torch
Drag cutting works best on metal 1/4" (6 mm) thick
or less.
NOTE
Drag cutting can only be performed at 60
amps or less.
For best parts performance and life, always
use the correct parts for the type of operation.
1. Install the drag cutting tip and set the output
current.
2. The torch can be comfortably held in one hand
or steadied with two hands. Position the hand to
press the Trigger on the torch handle. With the
hand torch, the hand may be positioned close to
the torch head for maximum control or near the
back end for maximum heat protection. Choose
the holding technique that feels most comfortable
and allows good control and movement.
3. Keep the torch in contact with the workpiece
during the cutting cycle.
4. Hold the torch away from your body.
5. Slide the trigger release toward the back of the
torch handle while simultaneously squeezing the
trigger. The pilot arc will start.
Summary of Contents for CutMaster 40MM
Page 6: ...This Page Intentionally Blank...
Page 24: ...CUTMASTER 40MM INTRODUCTION Manual 0 5084 2T 4 This Page Intentionally Blank...
Page 28: ...CUTMASTER 40MM INSTALLATION Manual 0 5084 3 4 This Page Intentionally Blank...
Page 34: ...CUTMASTER 40MM OPERATION Manual 0 5084 4 4 This Page Intentionally Blank...
Page 43: ...CUTMASTER 40MM Manual 0 5084 OPERATION 4T 9 This Page Intentionally Blank...
Page 56: ...CUTMASTER 40MM OPERATION Manual 0 5084 4T 22 This Page Intentionally Blank...
Page 69: ...CUTMASTER 40MM Manual 0 5084 PARTS LIST 6 3 7 5 6 3 4 2 Art A 07993_AB 1 8...
Page 71: ...CUTMASTER 40MM Manual 0 5084 PARTS LIST 6 5 A 07994_AB 1 4 2 3 5 6 7 8 9 10 12 11 10 13...
Page 74: ...CUTMASTER 40MM PARTS LIST Manual 0 5084 6 8 This Page Intentionally Blank...
Page 79: ...CUTMASTER 40MM Manual 0 5084 APPENDIX A 5 This Page Intentionally Blank...
Page 83: ...This Page Intentionally Blank...







































































