


















CUTMASTER 40MM
APPENDIX
Manual 0-5084
A-6
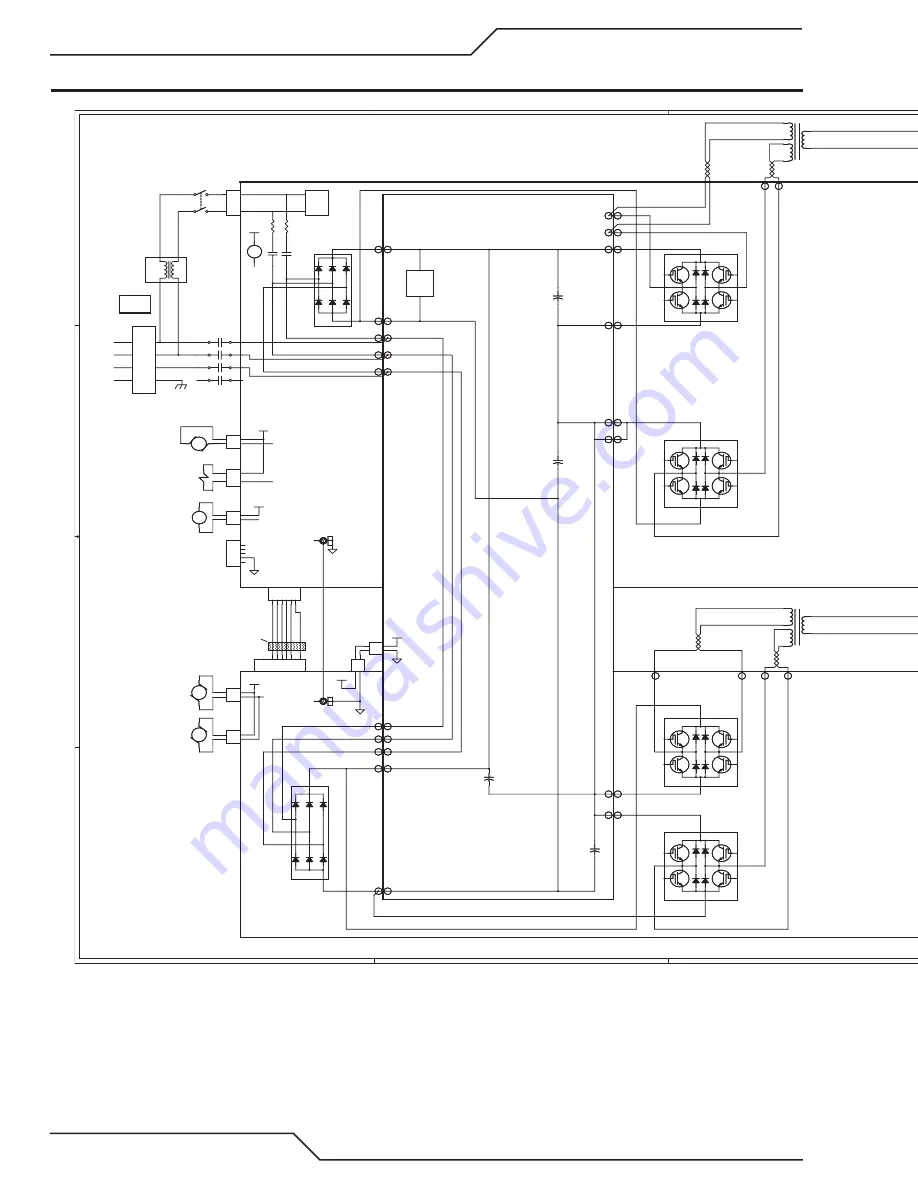
APPENDIX 5: SYSTEM SCHEMATIC, 400V UNITS
A-09130_AD
A-09130_AD
5
5
4
4
3
3
2
2
1
1
D
D
C
C
B
B
A
A
+12VDC
+12VDC
+12VDC
+12VDC
+5VDC
+12VDC
+12VDC
+12VDC
+12VDC
+12VDC
24VAC
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn:
References
Date
By
Revisions
Rev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC,
42X1330
1
1
16052 Swingley Ridge Road
Suite 300
St Louis MO 63017 USA
CM102/152/35mm/40mm/A80/A120 380/400/415/600V
09:02:19
VICTOR TECHNOLOGIES
VICTOR TECHNOLOGIES
VICTOR TECHNOLOGIES
D
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn:
References
Date
By
Revisions
Rev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC,
42X1330
Friday, December 11, 2009
1
1
16052 Swingley Ridge Road
Suite 300
St Louis MO 63017 USA
CM102/152/35mm/40mm/A80/A120 380/400/415/600V
09:02:19
D
DWG No:
Sheet
of
Supersedes
Scale
Date:
Drawn:
References
Date
By
Revisions
Rev
PCB No:
Assy No:
Information Proprietary to THERMAL DYNAMICS CORPORATION.
Not For Release, Reproduction, or Distribution without Written Consent.
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC,
42X1330
1
1
16052 Swingley Ridge Road
Suite 300
St Louis MO 63017 USA
CM102/152/35mm/40mm/A80/A120 380/400/415/600V
09:02:19
D
_
OVER PRESSURE
INTERNAL ERROR
SHORTED TORCH
CONSUMABLES MISSING
START ERROR
PARTS IN PLACE
INPUT POWER
UNDER PRESSURE
ERROR IND
FAULT
PCB3
INRUSH
RESISTORS
LATCH
SET
RUN
RAR
MAX
90
85
80
75
70
65
MIN
TP1
TP2
TP3
TP4
TP5
TP6
TP7
LOGIC PCB
GND
+12 VDC
+5 VDC
3.3 VDC
0.v - 5.0 VDC / 0-100PSI
1.8 VDC
CURRENT DEMAND
TEST POINTS
TEMP
CIRCUIT
3.3VDC
TXD
RXD
Q2
D
SERIAL PORT
80
81
82
83
E64
E35
78
79
-
+
ATC CONNECTOR
GND1
GND2
+12V1
48V1
I_DMD_1
TIP_SEN
COMMON
COMMON
+12 VDC SUPPLY
+48 VDC SUPPLY
CURRENT DEMAND
TIP DRAG SENSE
TEST POINTS
J2
_
J1
CNC PINOUT
1
3
4
7
8
11
12
14
OK-TO-MOVE
/PIP
PCB1
+
+
+
+
Q1
/START
/SOLENOID
24VAC RETURN
24VAC SUPPLY
MAIN PCB ASSY
/OVERTEMP
TEMP
CIRCUIT
PRESSURE
TRANSDUCER
AIR
INLET
FILTER
REGULATOR
SOLENOID
VALVE
ATC
GAS CONTROL
0-100PSI / 0-4.5VDC
/INRUSH
/OVERTEMP
D3
D1
(5A @ 250VAC / 30VDC)
C
D
B
A
1TORCH
_
AUTOMATION
TORCH SOLENOID
Q2
_
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
29
34
35
36
37
38
39
-V_OUT_SIGNAL
/TIP_VOLTS
/TIP_SENSE
/460V_IN
/230V_IN
CUR_SET
/RAR (RAPID AUTO RESTART)
/INRUSH
/W1_ON
SHDN
/TORCH_SOLENOID
/SOLENOID_ON
/OK_TO_MOVE
/FAN_ON
/LATCH_ACTIVE
/TORCH_SWITCH
/PIP
AC_ON
CSR
/TORCH_SOLENOID_DETECT
/OVERTEMP
V_IN
+12VDC
+12VDC
COMMON
COMMON
MAIN_PCB_ID
460_IN
+3.3VDC
TXD
RXD
COMMON
D
M-L
M-L
M-L
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
L-M
M-L
M-L
L-M
M-L
40 PIN RIBBON CABLE SIGNALS
B
A
PCB5
40/50 AMP PCB
PCB2
Q1
FAN
/FAN
FAN
D2
D1
C
D
INPUT CAPACITOR PCB
MARCH 30, 2009
1 /OVERTEMP
2 /FAN_ON
3 /CSR
4 CUR_SET
5 MAIN_PCB_ID
6 COMMON
SYNC
}
OK-TO-MOVE
OK TO MOVE
}
}
PCB4
AUTOMATION
INTERFACE PCB
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
(+)
}
To configure DIVIDED ARC VOLTS signal output
No jumper installed for ARC VOLTS / 16.67
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 2 & 3 for ARC VOLTS / 50
K1
To -V OUT 1
on PCB1
}
/START / STOP
*
*
}
DIVIDED ARC VOLTS
/START / STOP
(+)
(-)
(W/ 100K IN SERIES (2))
(-)
*
ARC VOLTS
SYNC
FAN
9
8
7A
PRIMARY POWER CONNECTIONS:
USE L1, L2, L3 & GND
L1
L2
L4
L3
T2
T1
T4
T3
24VAC RET
5
6
7
L2
L1
GND
L3
/FAN
AA
INTRO ECO B1357
BIAS
SUPPLY
+12VDC
BIAS
SUPPLY
FERRITE
FILTER
FERRITE
FILTER
RWH
RWH 03/31/09
CNC INTERFACE STANDARD ON A80 & A120 UNITS
CNC INTERFACE OPTIONAL ON CM102 & CM152 UNITS
*
EMI
CHOKE
EMI
FILTER
1
2
3
4
1
2
3
4
*
*
380/400/415V
OR 600V
3 PH AC INPUT
CE UNITS
ONLY
*CM102/35mm/A80
C7 & C10 may not be installed
AB
ECO B1399
RWH 05/05/09
MTH4
MTH4
TP3
TP3
WORK1
WORK1
AC3
AC3
J2
J2
1
2
-V OUT 1
-V OUT 1
NTC
NTC
J9
J9
AC
AC
AC2
AC2
J2
J2
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH7
MTH7
90
90
MOT3
MOT3
+
-
+
C3,C4,C7,C8*
+
C3,C4,C7,C8*
CHOKE1
CHOKE1
SOL 1
SOL 1
J1
J1
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH6
MTH6
SEC1
SEC1
J14
J14
J3
J3
3
2
1
PRI 2
PRI 2
Q5
PILOT IGBT
Q5
PILOT IGBT
80A_AC2
80A_AC2
J13
J13
1 2 3 4 5 6
J10
J10
1
2
3
4
5
6
7
8
PRI 3
PRI 3
80A_AC3
80A_AC3
SEC1
SEC1
TS1
TS1
PMTH2
PMTH2
85
85
+
C16-17
+
C16-17
MTH8
MTH8
J4
J4
1
2
3
4
5
AC1
AC1
PRI 2
PRI 2
L2
L2
ERROR
ERROR
NTC
NTC
K1
K1
TIP1
TIP1
PRI 4
PRI 4
70
70
MIN
MIN
D78 CSR
D78 CSR
1 2 3
J7
J7
1
2
T1
T1
MTH2
MTH2
SW1
SW1
1
3
2
4
MOT1
MOT1
+
-
PMTH1
PMTH1
PRI 1
PRI 1
TORCH SWITCH
TORCH SWITCH
PMTH3
PMTH3
ELECTRODE1
ELECTRODE1
J4
J4
1 2 3 4 5 6 7 8 9 10
W1
W1
SEC2
SEC2
J1
J1
1
2
AC2
AC2
P2
P2
1
2
3
4
5
6
7
8
40A_AC2
40A_AC2
MOT2
MOT2
+
-
SEC2
SEC2
AC1
AC1
W1
W1
PMTH1
PMTH1
Current Control
Current Control
J5
J5
1
2
3
+
C12-13
+
C12-13
TP4
TP4
PRI 1
PRI 1
DC
DC
CHOKE1
CHOKE1
MAX
MAX
J11
J11
1 2
J6
J6
1
2
80A_AC1
80A_AC1
J1
J1
1
2
3
4
5
GAS
GAS
65
65
PMTH4
PMTH4
AC3
AC3
PRI 4
PRI 4
TP2
TP2
PRI 3
PRI 3
J1
J1
1
2
3
4
5
6
7
8
40A_AC3
40A_AC3
P1
P1
1 2 3
L1
L1
OVERTEMP
OVERTEMP
TP5
TP5
P10
P10
1
2
3
4
5
6
7
8
+OUT_1
+OUT_1
PRI 1
PRI 1
T2
T2
D1
D1
PMTH4
PMTH4
MTH1
MTH1
80
80
1
2
3
4
5
6
7
8
PRI 2
PRI 2
75
75
PIP SWITCH
PIP SWITCH
TP1
TP1
+
C5,C6,C9,C10*
+
C5,C6,C9,C10*
TP8
TP8
K1
K1
40A_AC1
40A_AC1
D59 PCR
D59 PCR
J3
J3
1 2
PMTH3
PMTH3
E1
E1
J9
J9
1
2
3
4
5
6
7
WORK
WORK
PMTH2
PMTH2
J2
J2
1
2
P10
P10
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
AB
ECO B1611
RWH 05/05/09
Summary of Contents for CutMaster 40MM
Page 6: ...This Page Intentionally Blank...
Page 24: ...CUTMASTER 40MM INTRODUCTION Manual 0 5084 2T 4 This Page Intentionally Blank...
Page 28: ...CUTMASTER 40MM INSTALLATION Manual 0 5084 3 4 This Page Intentionally Blank...
Page 34: ...CUTMASTER 40MM OPERATION Manual 0 5084 4 4 This Page Intentionally Blank...
Page 43: ...CUTMASTER 40MM Manual 0 5084 OPERATION 4T 9 This Page Intentionally Blank...
Page 56: ...CUTMASTER 40MM OPERATION Manual 0 5084 4T 22 This Page Intentionally Blank...
Page 69: ...CUTMASTER 40MM Manual 0 5084 PARTS LIST 6 3 7 5 6 3 4 2 Art A 07993_AB 1 8...
Page 71: ...CUTMASTER 40MM Manual 0 5084 PARTS LIST 6 5 A 07994_AB 1 4 2 3 5 6 7 8 9 10 12 11 10 13...
Page 74: ...CUTMASTER 40MM PARTS LIST Manual 0 5084 6 8 This Page Intentionally Blank...
Page 79: ...CUTMASTER 40MM Manual 0 5084 APPENDIX A 5 This Page Intentionally Blank...
Page 83: ...This Page Intentionally Blank...







































































