





























CUTMASTER 20mm
INTRODUCTION
2T-2
Manual 0-5078
F. Torch Ratings
Manual Torch Ratings
Ambient
Temperature
104° F
40° C
Duty Cycle
100% @ 60 Amps @ 400 scfh
Maximum Current
60 Amps
Voltage (V
peak
)
500V
Arc Striking Voltage
7kV
Mechanized Torch Ratings
Ambient
Temperature
104° F
40° C
Duty Cycle
100% @ 100 Amps @ 400 scfh
Maximum Current
120 Amps
Voltage (V
peak
)
500V
Arc Striking Voltage
7kV
G. Gas Requirements
Manual and Mechanized Torch Gas
Specifications
Gas (Plasma and Secondary) Compressed Air
Operating Pressure
Refer to NOTE
60 - 95 psi
4.1 - 6.5 bar
Maximum Input Pressure
125 psi / 8.6 bar
Gas Flow (Cutting and Gouging) 300 - 500 scfh
142 - 235 lpm
!
WARNING
This torch is not to be used with oxygen (O
2
).
NOTE
Operating pressure varies with torch model, op-
erating amperage, and torch leads length. Refer to
gas pressure settings charts for each model.
H. Direct Contact Hazard
For standoff tip the recommended standoff is 3/16
inches / 4.7 mm.
2T.04 Options And Accessories
For options and accessories, see section 6.
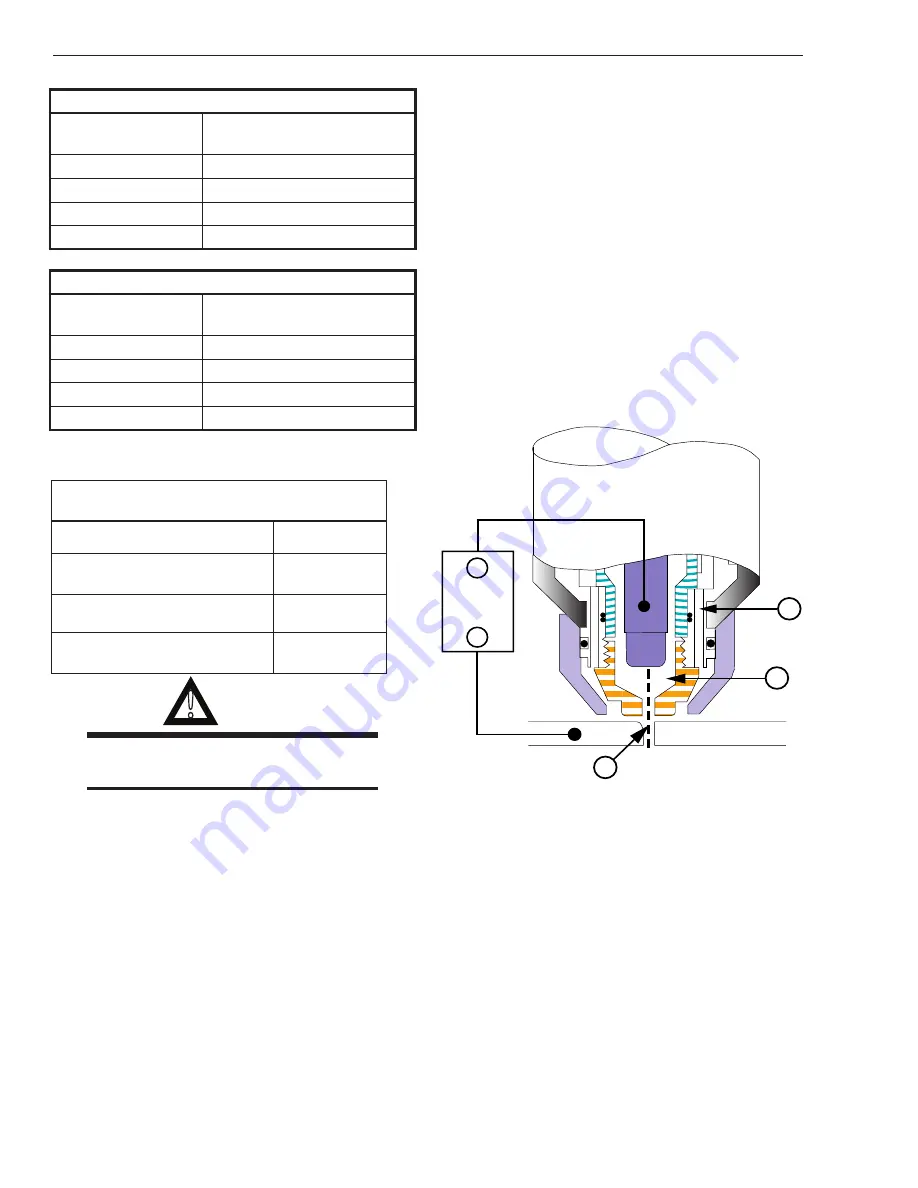
2T.05 Introduction to Plasma
A. Plasma Gas Flow
Plasma is a gas which has been heated to an ex-
tremely high temperature and ionized so that it
becomes electrically conductive. The plasma arc
cutting and gouging processes use this plasma to
transfer an electrical arc to the workpiece. The metal
to be cut or removed is melted by the heat of the arc
and then blown away.
While the goal of plasma arc cutting is separation of
the material, plasma arc gouging is used to remove
metals to a controlled depth and width.
In a Plasma Cutting Torch a cool gas enters Zone B,
where a pilot arc between the electrode and the torch
tip heats and ionizes the gas. The main cutting arc
then transfers to the workpiece through the column
of plasma gas in Zone C.
A-00002
Workpiece
Power
Supply
+
_
C
B
A
Typical Torch Head Detail
By forcing the plasma gas and electric arc through a
small orifice, the torch delivers a high concentration
of heat to a small area. The stiff, constricted plasma
arc is shown in Zone C. Direct current (DC) straight
polarity is used for plasma cutting, as shown in the
illustration.
Zone A channels a secondary gas that cools the torch.
This gas also assists the high velocity plasma gas in
blowing the molten metal out of the cut allowing for
a fast, slag - free cut.
ARC WELDING SUPPLIES - 07 847 7870







































































