





























CUTMASTER 20mm
OPERATION
4-2
Manual 0-5078
4.02 Preparations for Operation
At the start of each operating session:
WARNING
Disconnect primary power at the source
before assembling or disassembling power
supply, torch parts, or torch and leads as-
semblies.
Torch Parts Selection
Check the torch for proper assembly and appropri-
ate torch parts. The torch parts must correspond
with the type of operation, and with the amperage
output of this Power Supply (60 amps maximum).
Refer to Section 4T.07 and following for torch parts
selection.
Torch Connection
Check that the torch is properly connected. Only
Thermal Dynamics model SL60 / Manual or SL100 /
Mechanical Torches may be connected to this Power
Supply. See Section 3T of this manual.
Check Primary Input Power Source
1. Check the power source for proper input
voltage. Make sure the input power source
meets the power requirements for the unit
per Section 2, Specifications.
2. Connect the input power cable (or close the
main disconnect switch) to supply power to
the system.
Air Source
Ensure source meets requirements (refer to
Section
2). Check connections and turn air supply on.
Connect Work Cable
Clamp the work cable to the workpiece or cutting
table. The area must be free from oil, paint and rust.
Connect only to the main part of the workpiece; do
not connect to the part to be cut off.
Art # A-04509
Power On
Place the Power Supply ON / OFF switch to the ON
(up) position. AC indicator
turns on. Gas
indicator turns on if there is sufficient gas pres-
sure for power supply operation and the cooling
fans turn on.
NOTE
Minimum pressure for power supply operation is
lower than minimum for torch operation.
The cooling fans will turn on as soon as the unit
is turned on. After the unit is idle for ten (10)
minutes the fans will turn off. The fans will come
back on as soon as the torch switch (Start Signal)
is activated or if the unit is turned off, then turned
on again. If an over temperature condition occurs,
the fans will continue to run while the condition
exists and for a ten (10) minute period once the
condition is cleared.
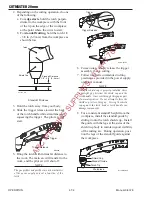
Set Operating Pressure
1. Place the Power Supply Function Control
knob to the SET
position. Gas will
flow.
2. For Standoff cutting, adjust gas pressure
from 70 - 85 psi / 4.8 - 5.9 bar (LED's
in center of control panel). Refer to the
Standoff chart for pressure setting details.
A
+
PSI
BAR
MAX
MAX
MIN
MIN
!
1
2
Art# A-07946
MIN
MAX
ARC WELDING SUPPLIES - 07 847 7870







































































