











Note:
If wir
replace, bu
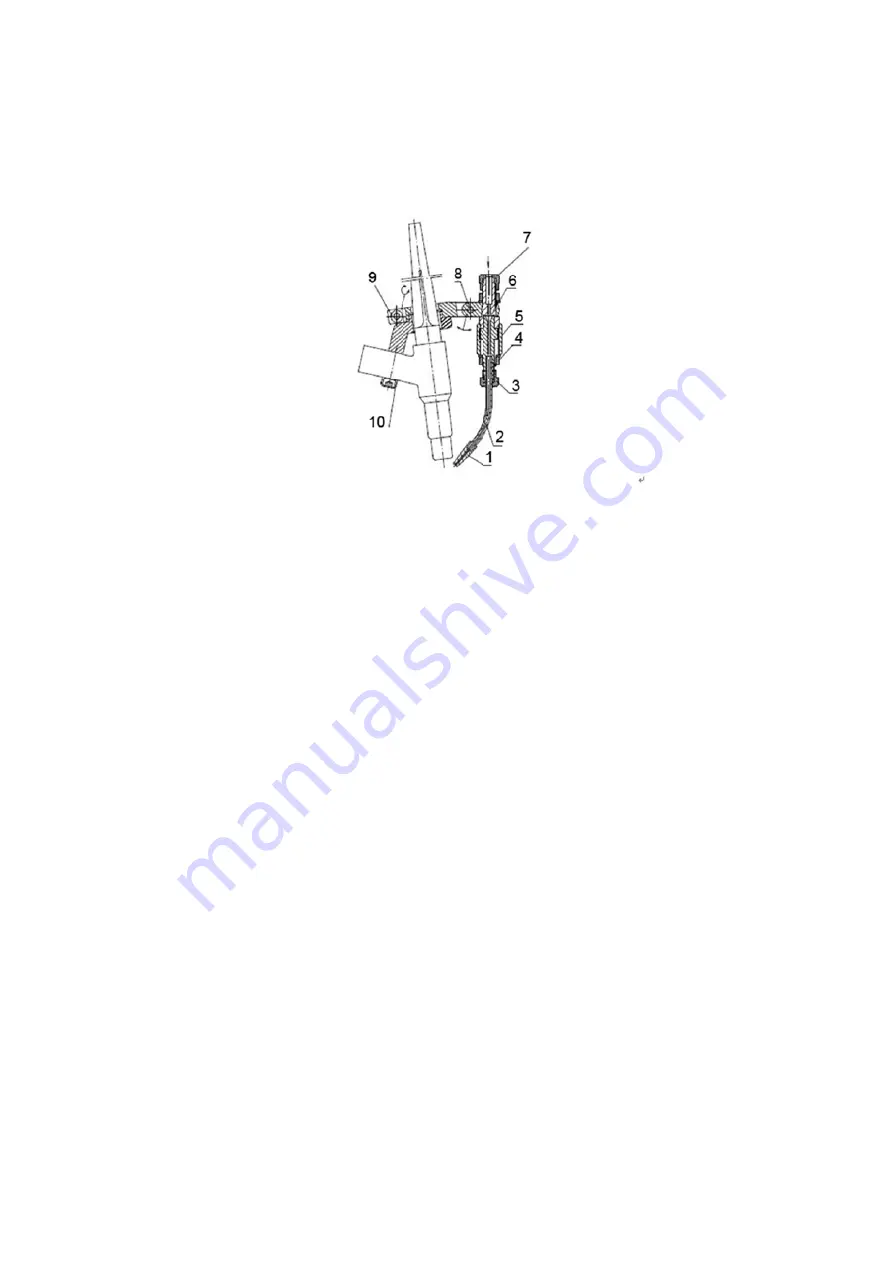
1. Cont
2. Wire
3. Hex
4. Flat
5. Knur
6. Wire
7. Hex
hex
8. Inne
9. Inne
10. Pres
3-4 Conne
re guide hos
utton will res
tact tip: stan
e filling devic
nut
square nut
rled nut: adj
e guide nozz
nut: release
nut.
r hex screw
r hex screw
ssure cover:
ection
se is damag
et by upspri
ndard is
Φ
1.0
ce goose ne
ust knurled
zle pipe slee
e hex nut, ins
: release to
pressure w
ed, just pres
ng automati
Fig. 3-3
0~
Φ
2.5.
ck
nut, welding
ve
stall wire fee
adjust angle
ell after weld
ss this butto
ically.
3-4: Wire fill
g torch barre
eding hose i
e.
ding torch in
on, then you
ing device
el can fine ad
into wire gui
nstallation.
can pull ou
djust up and
de nozzle p
ut wire guide
d down, rang
pipe sleeve,
e hose. After
ge is 10mm.
then tighten
r
.
n
Summary of Contents for 320020-00001H
Page 1: ...TIG TIG Cold Wire Feeder ...







































































