











z
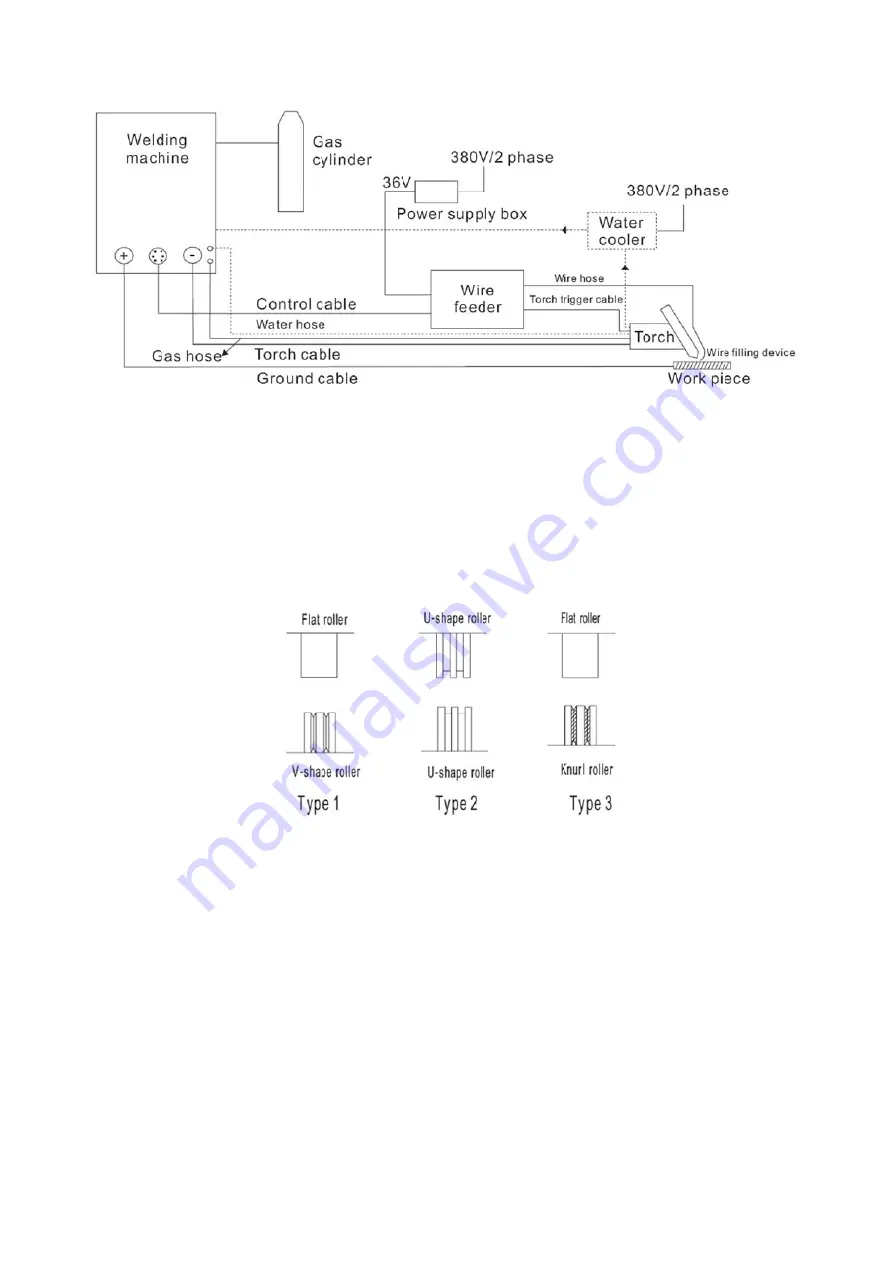
Install
The proper
feed rollers
Type 1: for
Type 2: for
Type 3: for
Important!
wire crushe
increase th
Suitable pre
ation of wir
r wire feed ro
s as Fig. 3-5
hard wire, s
soft wire, su
flux-cored w
!
When use
ed, and the
e wire feedi
essures for
re feed rolle
ollers must b
-2:
such as carb
uch as alum
wire
pressure ha
wire coatin
ng resistanc
wires of diff
Fig. 3
ers
be chosen a
bon steel wir
minum and a
Fig. 3-5
andle to adju
g be damag
ce.
erent mater
3-5-1:
Instal
according to
re, stainless
luminum allo
5-2: Wire fee
ust wire fee
ged, and it
rials and diam
lation
the size and
s steel wire.
oys, also for
ed rollers
l roller press
will cause t
meters are a
d material of
r copper and
sure, too mu
he wearing
as shown in
f the wire. Ty
d copper allo
uch pressur
out of feed
Fig. 3-5-3.
ypes of wire
oy wire.
e will cause
rollers and
e
e
d
Summary of Contents for 320020-00001H
Page 1: ...TIG TIG Cold Wire Feeder ...







































































