






















Tormach, Inc.
P: 608.849.8381 / F: 209.885.4534
tormach.com
TECHNICAL DOCUMENT
Page 19
©Tormach® 2020. All rights reserved.
Specifications subject to change without notice.
TD10487_PCNC440_ATC_Install_1220A
Operate the Automatic Tool Changer
The PCNC 440 Automatic Tool Changer holds up to eight tools in a single tray. If your program requires nine or
more tools, the ATC changes tools automatically for all tools assigned to the tray, and pauses for a manual tool
change for all tools not assigned to the tray.
NOTE:
Make sure there is always a TTS tool holder in the collet while the machine is not in use. Retracting the
power drawbar to the clamped position with no tool holder in the collet will eventually fatigue the collet, and
may shorten its service life. For more information, refer to the documentation that ships with the Power Drawbar
(PN 35927).
Assigning Tool Numbers
Use any tool number from 1-256 to assign a position in the tool tray. You are not restricted to tool numbers 1-8.
Loading and Unloading a Tool into the Tool Tray
There are two ways to load and unload the tool tray:
1.
Automatic
2.
Manual
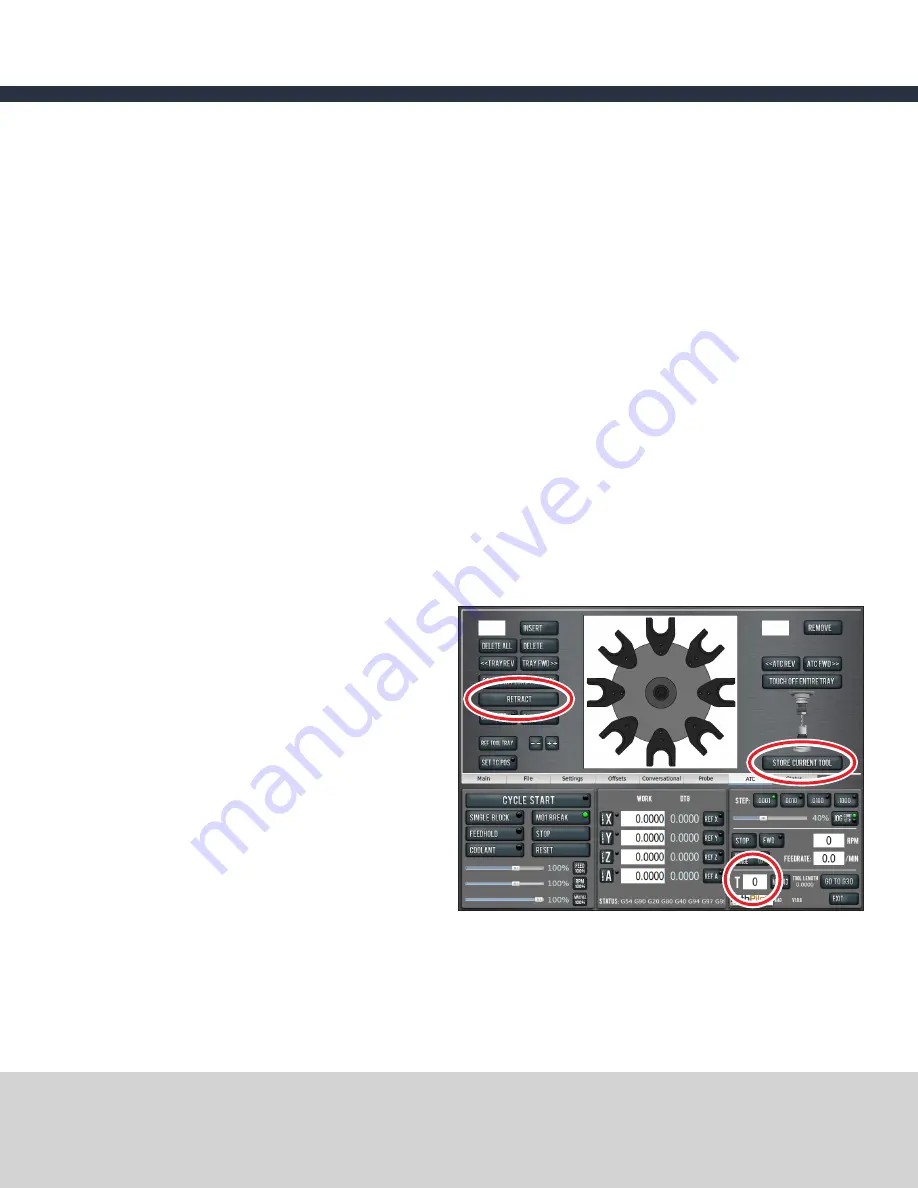
TO AUTOMATICALLY LOAD A TOOL INTO THE TRAY
1.
Load a tool into the spindle.
2.
From the PathPilot interface, on the
ATC
tab,
type the tool number in the
Tool
DRO field (see
Figure 34
). Press
ENTER
on the keyboard.
3. Click the
Store Current Tool
button.
The ATC assigns the tool to the nearest open
slot, fetches the tool from the spindle, and
stores the tool in the tray. The tool number is
displayed on the tray image in the center of
the screen (see
Figure 34
).
4.
Click the
Retract
button (see
Figure 34
)
.
The
tray returns to machining position.
Figure 34







































































