



















10
1
2
Figure 14
Cutting Unit Float Position
1.
Lockout pin
2.
Jam nut
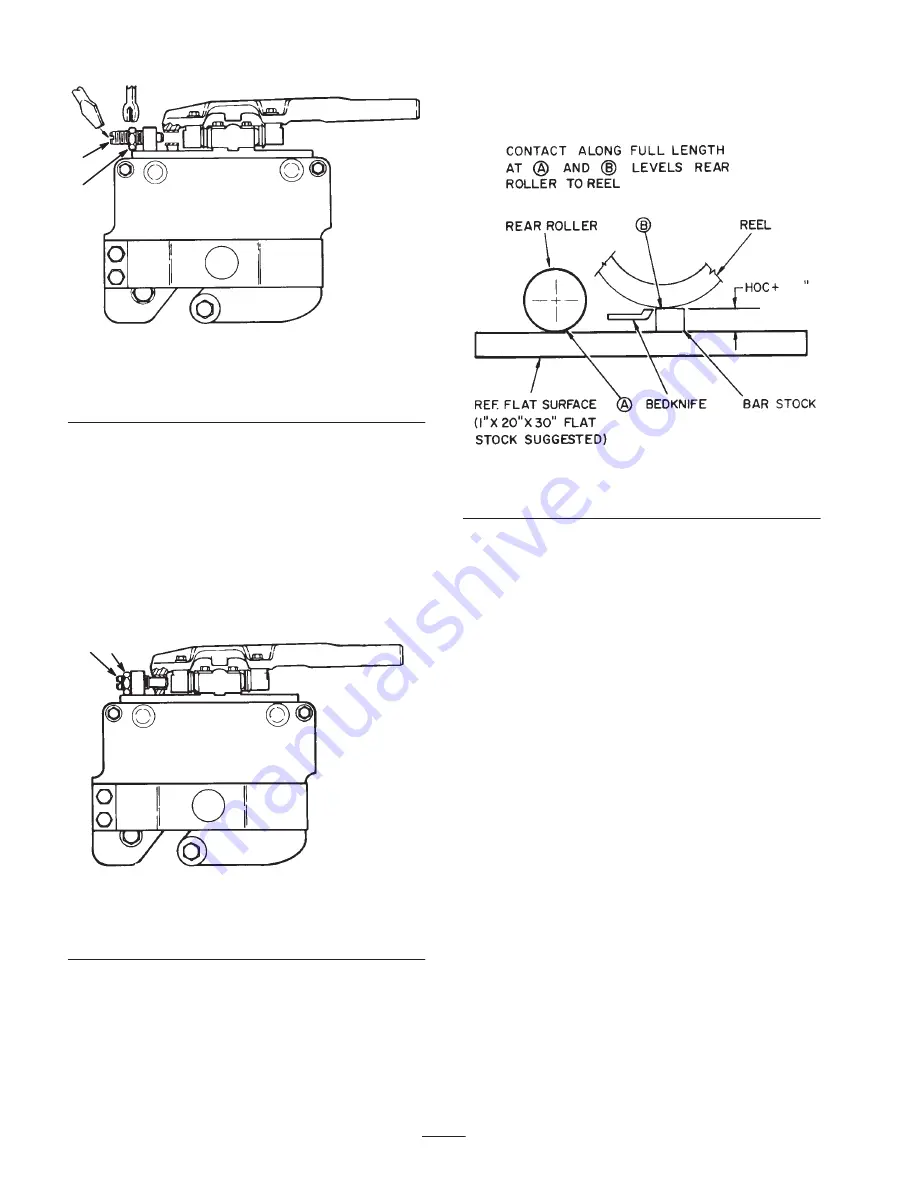
2. Insert a piece of bar stock 25–28 in. (70 cm) long
(Fig. 16), and approximately 3/8 in. (9.5 mm) thicker
than the desired height-of-cut, under the reel and up
against the bedknife cutting edge (Fig. 16). The reel
(not bedknife) must contact the bar stock along its full
length.
Note: Using a bar 3/8 in. (9.5 mm) thicker than
height-of-cut provides proper bedknife attitude (heeled
“up” in back) required for excellent low height-of-cut
performance.
1
2
Figure 15
Cutting Unit Fixed Position
1.
Lockout pin
2.
Jam nut
3. Loosen rear roller jam nuts and adjusting knobs and
push roller down against flat surface. At this point the
reel should be contacting the bar stock and the rear
roller contacting the flat surface. Contact should exist
along the entire length of the reel and rear roller.
Tighten rear roller adjustment knobs and jam nuts.
Recheck to be sure roller and reel are both still making
contact after the jam nuts have been tightened. Check
roller contact by trying to slide paper between the
roller and the flat surface.
3/8
Figure 16
Leveling the Rear Roller to the Reel
4. Rear roller is now leveled to the reel.
Adjusting the Final Height-of-Cut Using
the Gauge Bar
1. Raise cutting units and lock in the transport position.
Shut off the engine and remove the key.
2. Use gauge bar (Toro Part No. 98-1852) to set final
height-of-cut by adjusting front roller only.
Note: Position long cone nut (Fig. 17) on bottom for
heights of 1-1/4 in. or higher. Position short cone nut on
bottom for heights of below 1-1/4 in.







































































