























– 14 –
A
ØD
d) Flare Processing
Make certain that a clamp bar and copper
pipe have been cleaned.
By means of the clamp bar, perform the flare
processing correctly.
Use either a flare tool for R410A or conven-
tional flare tool.
Flare processing dimensions differ according
to the type of flare tool. When using a
conventional flare tool, be sure to secure
“dimension A” by using a gauge for size
adjustment.
Fig. 3-2-1 Flare processing dimensions
Table 3-2-3 Dimensions related to flare processing for R410A
Table 3-2-4 Dimensions related to flare processing for R22
Table 3-2-5 Flare and flare nut dimensions for R410A
Nominal
diameter
1/4
3/8
1/2
5/8
Outer
diameter
(mm)
6.35
9.52
12.70
15.88
Thickness
(mm)
0.8
0.8
0.8
1.0
A (mm)
Flare tool for R410A
clutch type
0 to 0.5
0 to 0.5
0 to 0.5
0 to 0.5
Conventional flare tool
Clutch type
Wing nut type
1.0 to 1.5
1.5 to 2.0
1.0 to 1.5
1.5 to 2.0
1.0 to 1.5
2.0 to 2.5
1.0 to 1.5
2.0 to 2.5
Nominal
diameter
1/4
3/8
1/2
5/8
Outer
diameter
(mm)
6.35
9.52
12.70
15.88
Thickness
(mm)
0.8
0.8
0.8
1.0
A (mm)
Flare tool for R22
clutch type
0 to 0.5
0 to 0.5
0 to 0.5
0 to 0.5
Conventional flare tool
Clutch type
Wing nut type
0.5 to 1.0
1.0 to 1.5
0.5 to 1.0
1.0 to 1.5
0.5 to 1.0
1.5 to 2.0
0.5 to 1.0
1.5 to 2.0
Nominal
diameter
1/4
3/8
1/2
5/8
Outer diameter
(mm)
6.35
9.52
12.70
15.88
Thickness
(mm)
0.8
0.8
0.8
1.0
Dimension (mm)
A
B
C
D
9.1
9.2
6.5
13
13.2
13.5
9.7
20
16.6
16.0
12.9
23
19.7
19.0
16.0
25
Flare nut width
(mm)
17
22
26
29
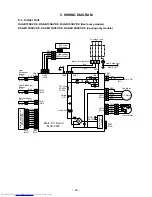
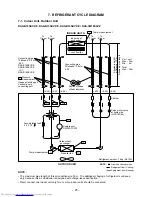
Summary of Contents for RAS-3M18SACV-E
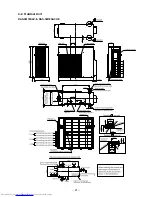
Page 21: ... 21 4 2 Outdoor Unit RAS 3M18SAV E RAS 3M18SACV E ...
Page 110: ... 110 MCC 1438 ...
Page 111: ... 111 MCC 818 ...







































































