





























46
Maintenance
8.3
Change the bed plate
When you switch from the PEI sheet bed to a glass bed plate or an Aluminium bed plate, or the other way
around, please make sure you calibrate the machine after installing the new plate.
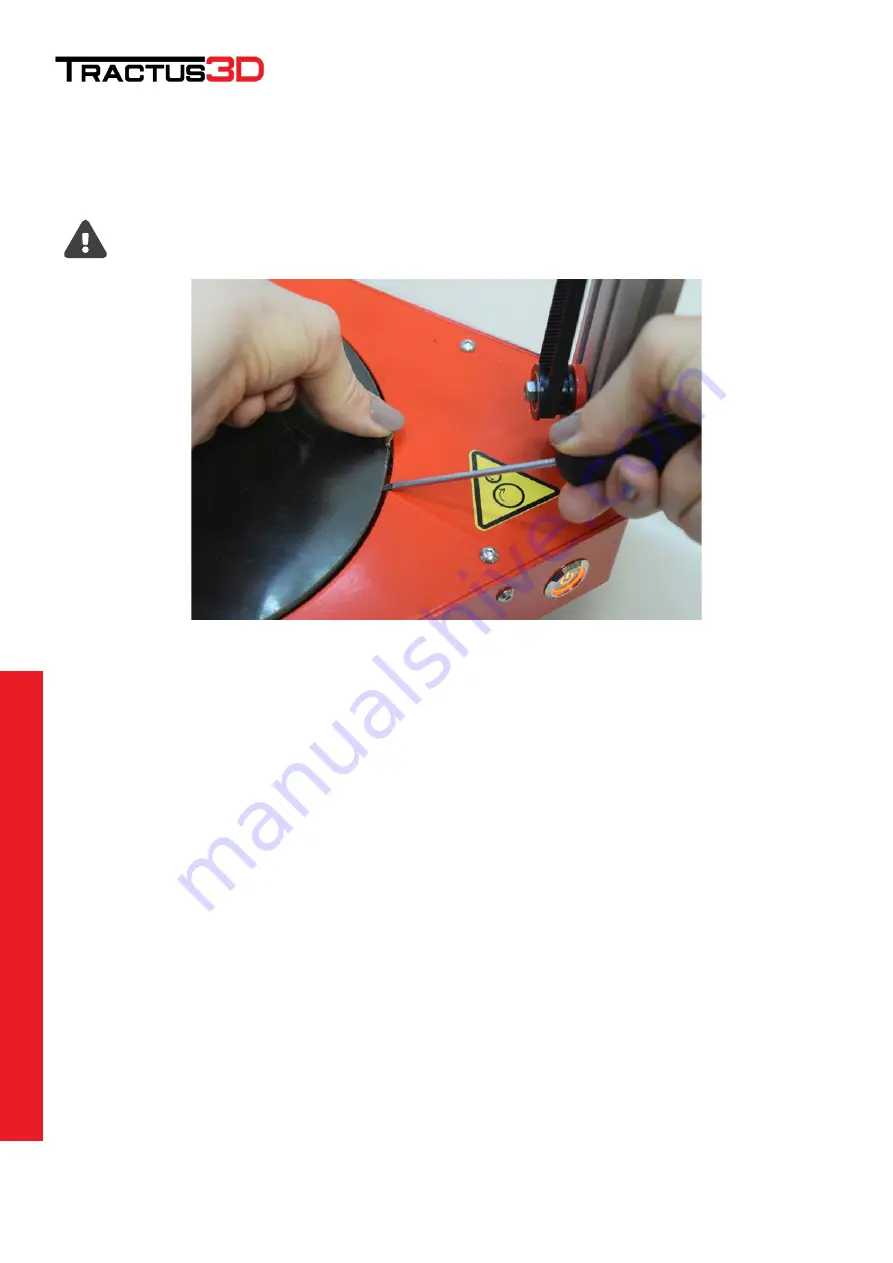
Be careful not to cut yourself on this sharp part.
Gently push back a clip of the bed and with a flat screwdriver lift the bed plate. When the plate is higher than the
clip, carefully slide the bed plate towards that side of the printer.
When placing a new plate back, do it the other way around and carefully press the place under the two clips
opposite side of the printer. Press down the plate .







































































