






















6-5 Replacing the Cutter Blade
WARNING:
Ensure air and power supply is off and disconnected
before proceeding. Please follow your facility's lockout / tagout
procedures.
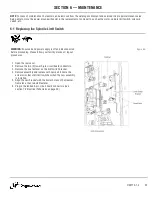
A. To Remove the Cutter Blade
1. Remove the cutter blade by using a 5/8" wrench and the
supplied 9/16" wrench to turn the cutter blade
counterclockwise when viewed from above.
NOTE:
Considerable force may be required to loosen the
cutter blade since it tightens naturally as the reamer operates.
Rest the 9/16" flat wrench against the reamer frame (below
the air connection, and between the sprayer bracket and
sprayer supply lines). This prevents slipping while trying to
remove the cutter blade.
Figure 6-E
B. To Install the Cutter Blade
1. The cutter blade is installed by threading it clockwise into the
top of the spindle shaft. Reuse the old washer.
NOTE:
The application of anti-seize compound to the threads
of the reamer will assist in easy removal in the future.
6-6 Replacing the Drive Belt
WARNING:
Ensure air and power supply is off and disconnected before proceeding. Please follow your facility's lockout / tagout
procedures.
1. Open the rear cover.
2. Loosen the tension lock screw.
3. Push the motor in to release belt tension, and slide the belt off the front pulley at the same time.
4. Remove the belt from the rear pulley.
5. Reverse the order of the above steps for reassembly.
26
OM-TT3-1.4







































































