






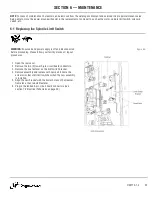














6-7 Replacing the Solenoid Valves
WARNING:
Ensure air and power supply is off and disconnected
before proceeding. Please follow your facility's lockout / tagout
procedures.
1. Shut off the power to the reamer.
2. Shut off the air supply to the reamer.
3. Open the rear cover.
4. Unplug the electrical connector directly from the bottom of
the solenoid valve.
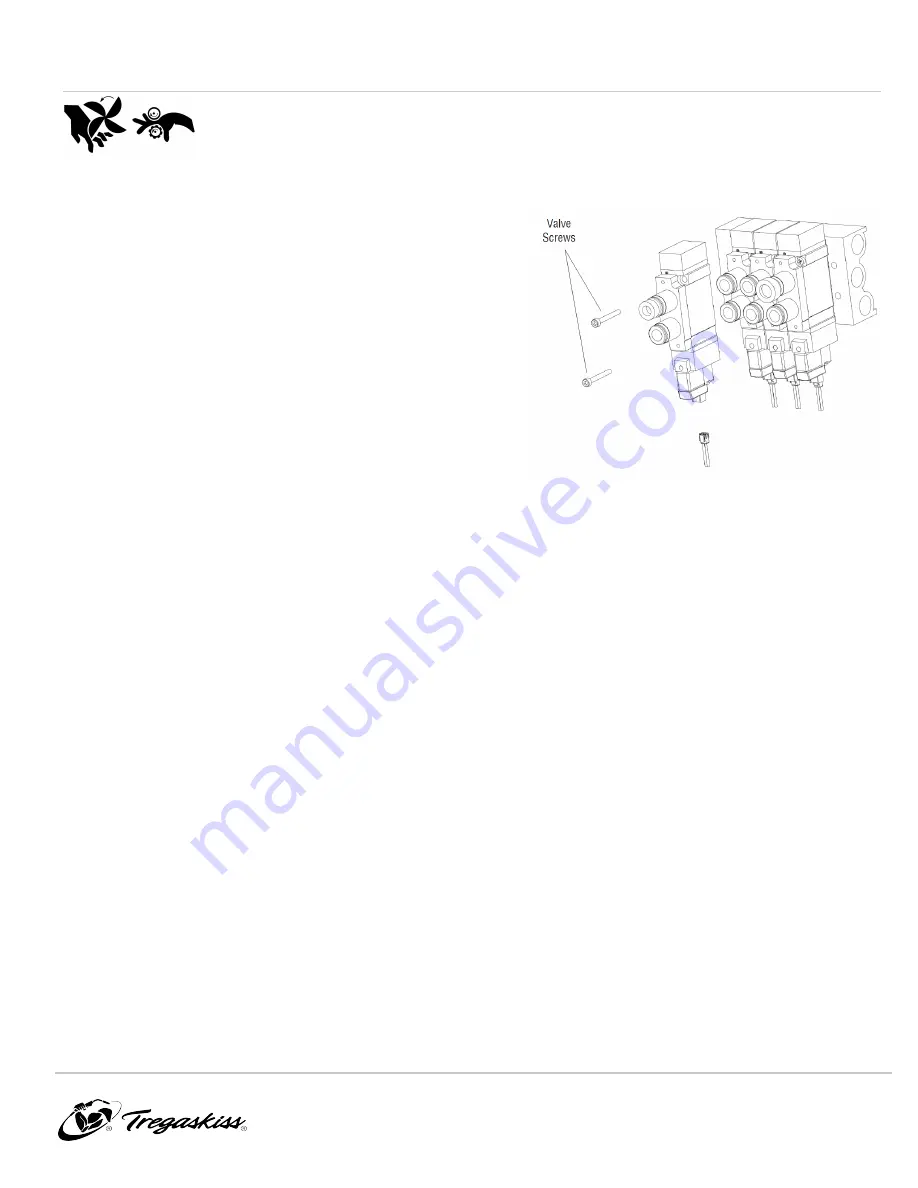
5. Loosen and remove the two (2) solenoid valve screws.
6. Remove the solenoid valve and gasket.
NOTE:
New gasket (included with new valve) must be
installed when replacing valve.
7. Install the new gasket and valve and tighten screws to 6 in-
lbs.
8. Reconnect the electrical connector to the bottom of the
solenoid valve.
9. Close the rear cover.
Figure 6-F
OM-TT3-1.4
27







































































