
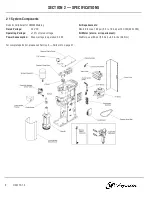






















5-2 Programming Events Sequence
A. Programming Cutter Blade / Reamer Sequence
1. Verify the TOUGH GUN Reamer L.E.D. is showing
Unclamped
and
Reamer Home
.
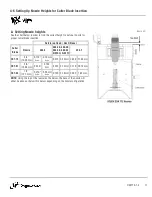
2. Position the robot to place the MIG gun nozzle so it is tangent to the two (2) angled faces of the v-block, at the proper insertion
depth and concentric with the cutter blade (see section 4-6 Setting Up Nozzle Heights for Cutter Blade Insertion on page 17).
3. Cycle Start - Supply output signal from the robot controller / PLC. Pulse output for 0.5 seconds.
4. TOUGH GUN Reamer will perform cleaning cycle.
5. When the Cycle Start signal is supplied to the reamer,
Reamer Home
and
Unclamped
L.E.D.s will turn off. There should be no
illuminated L.E.D.s on the board until the reamer reaches the top of its stroke. At this point, the
Reamer Ahead
L.E.D. will
illuminate for a split second before the spindle begins to retract.
6. Once the reamer reaches the bottom of the stroke again, the motor will stop spinning, the clamps will open to release the nozzle
and the
Reamer Home
and
Unclamped
L.E.D.s will be illuminated again. The PLC should check for the Home signal before letting
the robot move.
7. The gun can now be safely removed from the TOUGH GUN Reamer clamps and moved to its spray position.
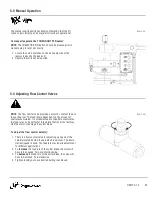
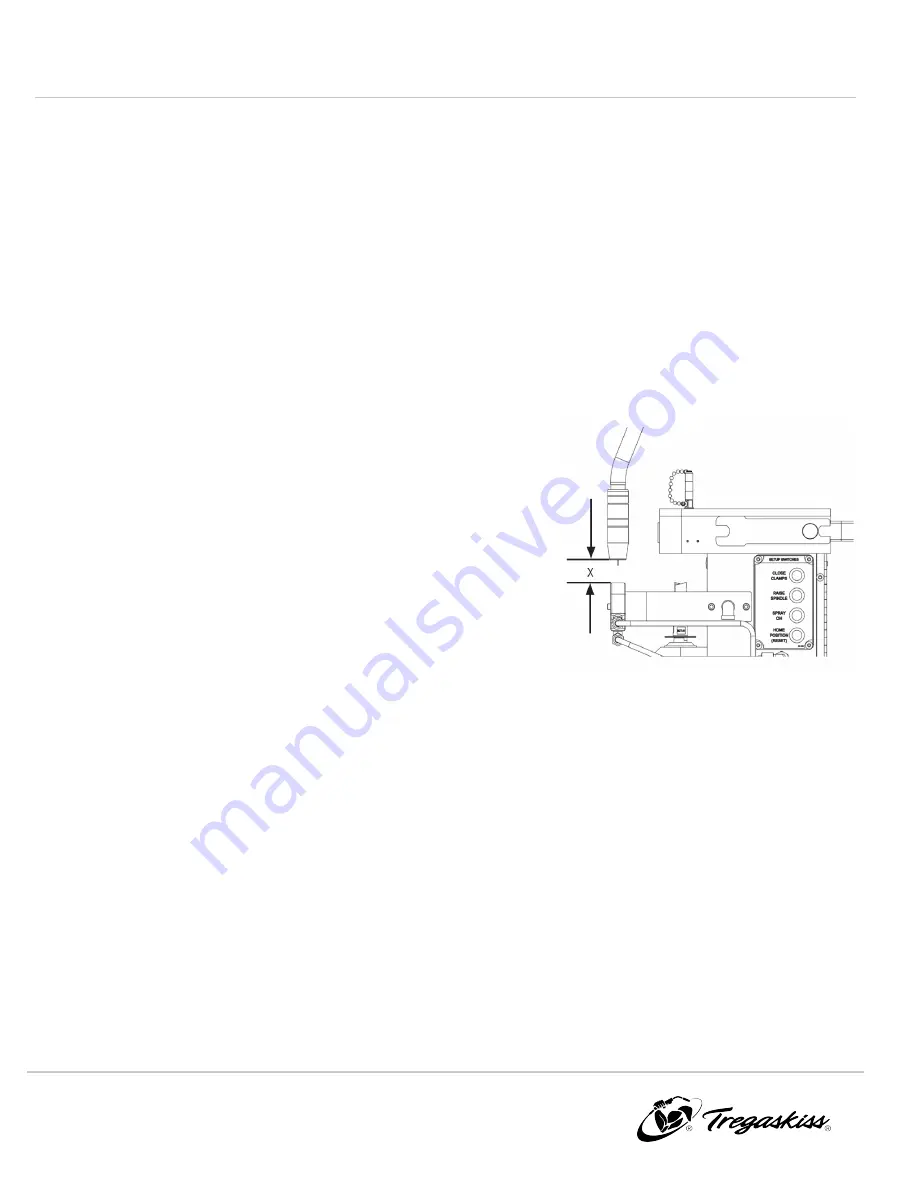
B. Programming Sprayer Sequence
After reaming, center the nozzle above the spray head as shown in
Figure 5-B.
X = 1.0" (25.4 mm) when using 1/2" bore nozzles
X = 1.25" (31.75 mm) when using 5/8" bore nozzles
X = 1.5" (38.1 mm) when using 3/4" bore nozzles
Supply output signal from robot controller for 0.5 seconds for
initial setup. Adjust timer to increase or decrease quantity of anti-
spatter compound as required by process.
If using TOUGH GARD Anti-Spatter Liquid, there should be enough
to coat inside of nozzle with no drippage. Excessive application of
TOUGH GARD Anti-Spatter Liquid can decrease performance and
increase consumption.
IMPORTANT:
If MIG gun is equipped with air blast, DO NOT
activate air blast when over the spray head. Dirt / spatter may be
blown into the spray head orifice, which may hamper spray
operation. Air blast can be activated during the reaming sequence.
Figure 5-B
21
OM-TT3-1.4







































































