













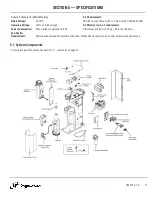











SECTION 4 — PRODUCT WARRANTY
4-1 Product Warranty
Limited Warranty
Tregaskiss’ Products shall, from the date of original purchase (or,
solely with respect to Low Stress Robotic Unicables packaged with
any Tregaskiss® Robotic MIG Gun, from the date the product goes
into production for its intended use) and for the period set forth
below, be free from defects in material and workmanship. To obtain
repair or replacement of any Product, the covered Product must be
delivered, transportation pre-paid by Purchaser, to the address
specified by Tregaskiss on its Returned Materials Authorization,
with: (i) written proof of warranty coverage (e.g., Purchaser dated
purchase order); (ii) serial number on product (if any); (iii) the
Product’s installed location within Purchaser’s facility and usage of
the Product; and (iv) written specification of any alleged defect(s).
In the event the foregoing materials are not timely provided to
Tregaskiss by claimant, warranty coverage will be determined by
Tregaskiss, in its sole discretion. For the avoidance of doubt, the
warranty period for any Product or part/component of any Product
that is replaced or repaired by Tregaskiss under the foregoing
warranty is not extended or renewed at the time of such
replacement or repair.
The Warranty against defects does not
apply to: (1) consumable components or ordinary wear items;
(2) products which are improperly altered, modified stored,
installed, operated, handled, used or neglected or use of the
Products with equipment, components or parts not specified or
supplied by Tregaskiss or contemplated under the Product
documentation; or (3) Products which have not been operated,
maintained, and repaired pursuant to Product documentation
provided by Tregaskiss. Purchaser shall pay Tregaskiss for all
warranty claim costs incurred by Tregaskiss (including
inspection, labor, parts, testing, scrap and freight) due to
warranty claims submitted by Purchaser which are not covered
by Tregaskiss’ warranty.
l
Bernard
®
BTB Semi-Automatic Air-Cooled MIG Guns:
1 year
;
Lifetime warranty on straight handles, straight handle
switches, and rear strain relief
l
Bernard
®
W-Gun™ and T-Gun™ Semi-Automatic Water-
Cooled MIG Guns:
180 days
l
Bernard
®
TGX
®
Chassis and Bernard TGX Ready To Weld
MIG Guns:
90 days
l
Tregaskiss
®
Robotic MIG Guns and Components:
1 year
l
Tregaskiss
®
Automatic MIG Guns:
1 year
l
Tregaskiss
®
TOUGH GUN
®
Reamer:
1 year
l
When factory-equipped with lubricator:
2 years
when
factory-equipped with lubricator
l
When (i) factory-equipped with lubricator and (ii) used
exclusively with Tregaskiss
®
TOUGH GARD
®
Anti-Spatter
Liquid:
3 years
when both (i) and (ii)
l
Tregaskiss
®
TOUGH GUN
®
Robotic Peripheral (Clutch,
Sprayer, Wire Cutter, Arms):
1 year
l
Tregaskiss
®
Low-Stress Robotic Unicables (LSR Unicables):
6
months
Service Warranty
Tregaskiss warrants the Services shall conform to any mutually
agreed upon specifications or statements of work. Purchaser’s sole
remedy, and Tregaskiss’s sole liability, for a breach of the foregoing
warranty is for Tregaskiss, at its option, to re-perform the Services
or credit Purchaser’s account for such Services.
Limitation of Liability and Remedies
TREGASKISS WILL NOT BE LIABLE, AND PURCHASER WAIVES
ALL CLAIMS AGAINST TREGASKISS FOR INDIRECT, INCIDENTAL,
SPECIAL, PUNITIVE OR CONSEQUENTIAL DAMAGES, DOWN TIME,
LOST PROFITS OR COMMERCIAL LOSSES, WHETHER OR NOT
BASED UPON TREGASKISS’ NEGLIGENCE OR BREACH OF
WARRANTY OR STRICT LIABILITY IN TORT OR ANY OTHER
CAUSE OF ACTION. IN NO EVENT WILL TREGASKISS’ LIABILITY IN
CONNECTION WITH THE AGREEMENT OR SALE OF TREGASKISS’
PRODUCTS OR SERVICES EXCEED THE PURCHASE PRICE OF THE
SPECIFIC PRODUCTS OR SERVICES AS TO WHICH THE CLAIM IS
MADE.
10
OM-TT4A-1.0







































































