














12-5 Filter/Regulator
PROBLEM
POSSIBLE CAUSE
CORRECTIVE ACTION
1. Pressure is not regulated.
1. Opposite flow direction or opposite
installation of filter/regulator.
2. Foreign materials caught in the valve
seat.
1. Install piping or filter/regulator correctly as
shown in manual.
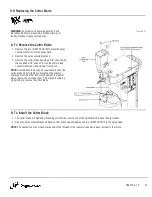
2. Remove the valve guide to clean the valve
and valve seat.
2. Set pressure does not return to zero
when pressure handle is loosened.
1. Foreign materials caught in the valve
seat.
1. Remove the valve guide to clean the valve
and valve seat.
3. Large air resistance reduces flow rate.
1. Clog of the element.
1. Clean the element.
4. Air leaks from the bonnet exhaust port.
1. Diaphragm is damaged.
2. Foreign materials caught in the valve
seat.
3. Piston o-ring is damaged.
1. Replace the assembly.
2. Remove the valve guide to clean the valve
and valve seat.
3. Replace the piston o-ring or clean. Then
grease up the piston o-ring and sliding
surface.
5. Air leaks between the bonnet and the
body.
1. Loosened bonnet.
2. Diaphragm is damaged.
1. Fasten the bonnet.
2. Replace the assembly.
6. Air leaks between the bowl and the
body.
1. Breakage of bowl o-ring.
1. Replace bowl o-ring. Grease up before
assembling.
7. Air leaks from the drain cock.
1. Foreign matter caught in the valve of
the drain cock.
2. Breakage of the seating part of the
drain cock.
1. Open the drain cock for a few seconds.
2. Replace the bowl assembly.
8. No drainage when the drain cock is
open.
1. Blockage of outlet of the drain cock
due to solid foreign matter.
1. Replace the bowl assembly.
9. Too much drain comes from the piping
of the outlet side.
1. Drain level reaches the baffle plate.
1. Open the drain cock for draining and
replace the element.
12-6 Nozzle Detect
PROBLEM
POSSIBLE CAUSE
CORRECTIVE ACTION
1. No LED lights on sensor.
1. Loose connection of power cable.
2. Broken cable.
3. Damaged sensor.
1. Check that the connection is secure.
2. Replace sensor.
3. Replace sensor.
2. No signal from sensor but
power LED is illuminated.
1. Nozzle not close enough to sensor.
1. Confirm that robot position is at the correct distance
from the sensor (see section 7-7 Setting Up Nozzle
Detect on page 21).
3. Both LEDs are always
illuminated.
1. Metallic debris on sensor.
2. Nozzle is too close to sensor.
1. Wipe the face of the sensor clean with a rag.
2. Confirm that robot position is at the correct distance
from the sensor (see section 7-7 Setting Up Nozzle
Detect on page 21).
OM-TT4A-1.0
41







































































