

























TRI TOOL INC.
92-0092 Rev. 210701
38
Problem: The Clamshell is slipping on the pipe or tube. (Fixed Pads)
Probable Causes:
The clamping pads are not in full contact with the pipe or tube.
The clamping pressure is too light.
Scale and/or other foreign material is present on the pipe or tube.
Weld seams, swelling, or bumps under the clamping pads are preventing full contact.
Dull Tool Bits are causing extra force in the axial and/or radial direction.
The pipe or tube wall is too thin which allows the tube wall to flex and the machine to
move.
Problem: The tool bit will not reach the work
Probable Causes:
Incorrect tool blocks are installed.
Incorrect tool bit is installed.
Problem: The Clamshell will not center on the pipe or tube. (Fixed Pads)
Probable Causes:
Incorrect Clamping Pad Set is installed.
Scale and/or foreign material are present on the pipe or tube.
One of the Clamping Pads is on a seam.
The pipe or tube has an out-of-round condition or is oversized or undersized.
Problem: The Air Motor will not start.
Probable Causes:
The air supply is shut off.
The Air Motor will not run free.
The Air Motor needs lubrication.
Add lubrication and do not run the Air Motor for a few minutes. Then try again.
Tap on the Air Motor casing lightly with a piece of wood or with a soft rubber mallet.
The vanes may be sticking.
Sand or other foreign material is in the vanes of the Air Motor.
Summary of Contents for 601SBM
Page 1: ...Operation Manual 92 0092 Rev 210701 Model 601SBM Low Profile Clamshell ...
Page 44: ...TRI TOOL INC 92 0092 Rev 210701 42 HOUSING ASSY DRIVE P N 19 0285 5 1 2 4 7 9 8 6 3 ...
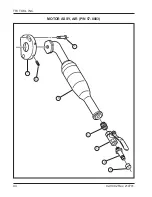
Page 46: ...TRI TOOL INC 92 0092 Rev 210701 44 MOTOR ASSY AIR P N 57 0083 5 4 2 3 8 1 6 7 ...
Page 54: ...THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 55: ......
































































