











E233en1_02.doc
N 1000 - 1
GB
7
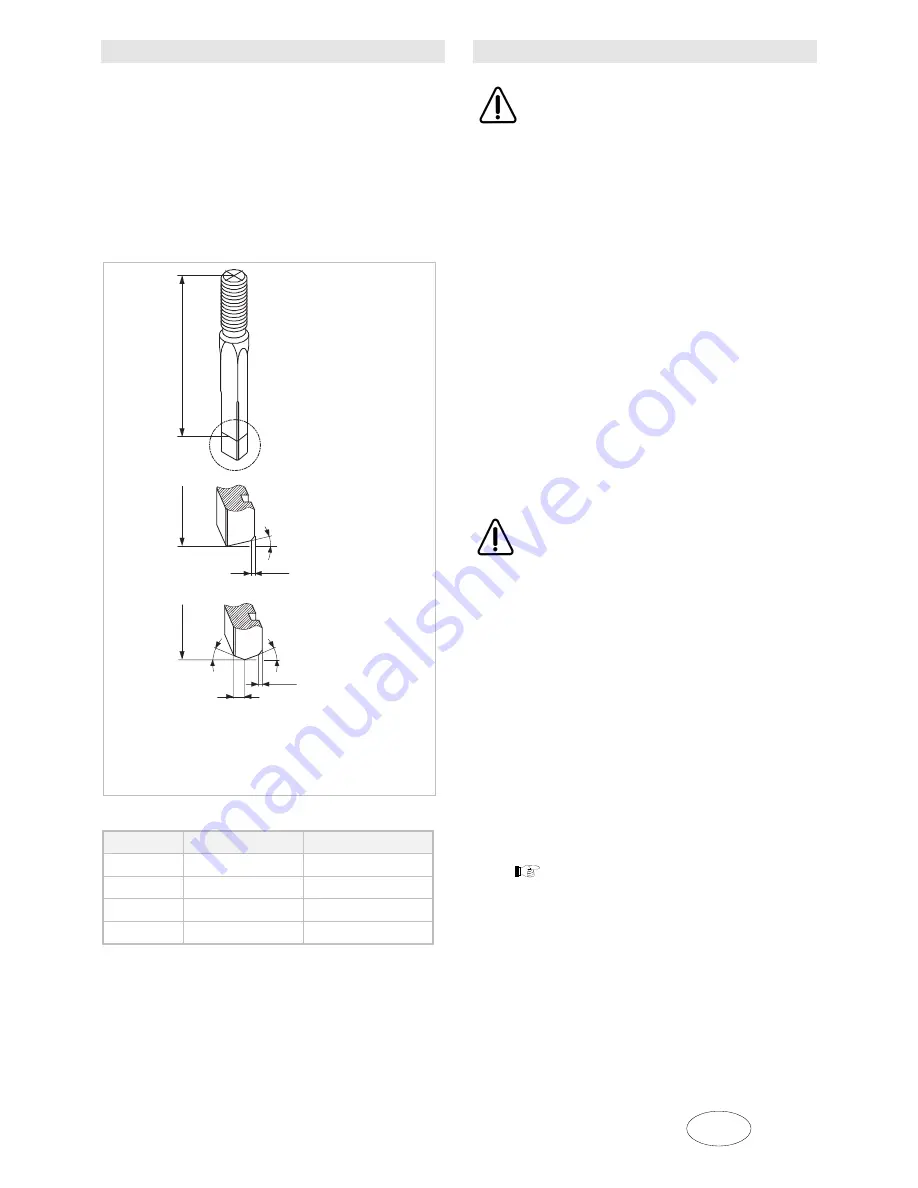
Resharpening tools
Punch
The punch may be sharpened by approx. 5 to 10 mm
depending on the die used (see table below).
•
Sharpen the face according to the following
illustration and provide proper cooling.
•
Touch up the cutting edge with a fine oil stone.
•
Ensure that the minimum length is maintained.
Punches that are shorter must be replaced (risk of
collision).
Resharpening diagram for punch
Fig. 9017
Die type
Minimum length X
Resharpening reserve
P10
92 mm
5 mm
10
89.5 mm
7.5 mm
7
87 mm
10 mm
5
85 mm
12 mm
Dies
cannot be resharpened.
Maintenance
Danger of injury
Always disconnect the compressed-air
tube from the machine before beginning
any work on the machine!
L u b r i c a t i n g the punch guide/die carrier
Lubricate the punch guide and die carrier after every
tool change.
Original grease: Lubricating grease "S1" (Tube)
TRUMPF Order No. 121486
L u b r i c a t i n g the gears/gearhead
The gear grease must to be replenished or changed
after repairs but no later, however, than after 300
hours of operation.
Original grease: Lubricating grease "G1"
TRUMPF Order No. 139440
Compressed-air motor l u b r i c a t i o n
Damage to property
Lubrication of the compressed-air motor
is very important. The motor will fail if it
is operated without lubrication even for a
short time.
There are two ways to check that the compressed-air
motor is properly lubricated:
1.
For short operating times or varying operating
sites via the
internal oil chamber
.
•
You must ensure that the oil level in the oil
chamber is sufficient before each use.
Lubricating interval: approx. 1 operating hour
•
Oil is refilled through the opening in the sealing
screw, screw-plug (313).
•
Ensure that the oil level is not too high.
See Fig. 10313
2.
It is receommended that an
oil mist
lubricating device
(e.g. Atlas Copco DIM
25) be installed in the compressed-air line for
continuous operation.
1 x 4 5 °
3
10
°
10
°
1 x 4 5 °
8°
X
X
X
'
! " "
Punch (standard)
Order no. 112900
to machine materials up to 400
N/mm² e.g. aluminium, mild
steel
Punch for high-tensile sheets
Order no. 120344
to machine materials over
400 N/mm² e.g. chrome steel
X = minimum length
Summary of Contents for Nibbler N1000-1
Page 1: ...Operator s manual english N 1000 1...
Page 2: ......
Page 12: ...10 GB N 1000 1 E233en1_02 doc...





































































