























E623EN_01.DOC
Operation
23
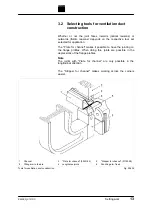
Information concerning the workpiece and
the joint
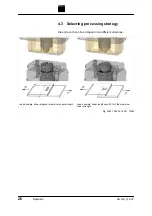
1 Punching
side
2 Thicker
workpiece
3 Thinner
workpiece
4 Die
side
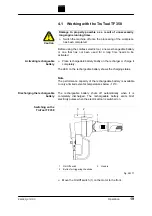
1. Adjust the set of tools to match the material thickness actually
present.
2. In case of different material thicknesses, the thinner workpiece
has to be on the die side. Joints can be achieved with material
thickness differences of up to ratios of approximately 1:2.
3. The thinner workpiece determines the maximum shear
strength of the component.
–
Work with lubricants when processing aluminum and V2A
(increases service life).
4. The direction of the joint can be rotated by 90° (not possible if
"Plate for channel" (order no. 0243189) is used). For this, the
die is mounted in the desired position and the punch is aligned
accordingly.
Note
The total material thickness measured counts as the
recommended value for selecting the die arm. It is also possible to
connect more than two workpieces with each other. In general, the
more workpieces that are joined together, the less the holding
force of the joint/bond will be.
Fig. 50427