





























409-10092
CrimpQuality Monitor 2031940-2
Rev A
33 of 86
Tyco Electronics Corporation
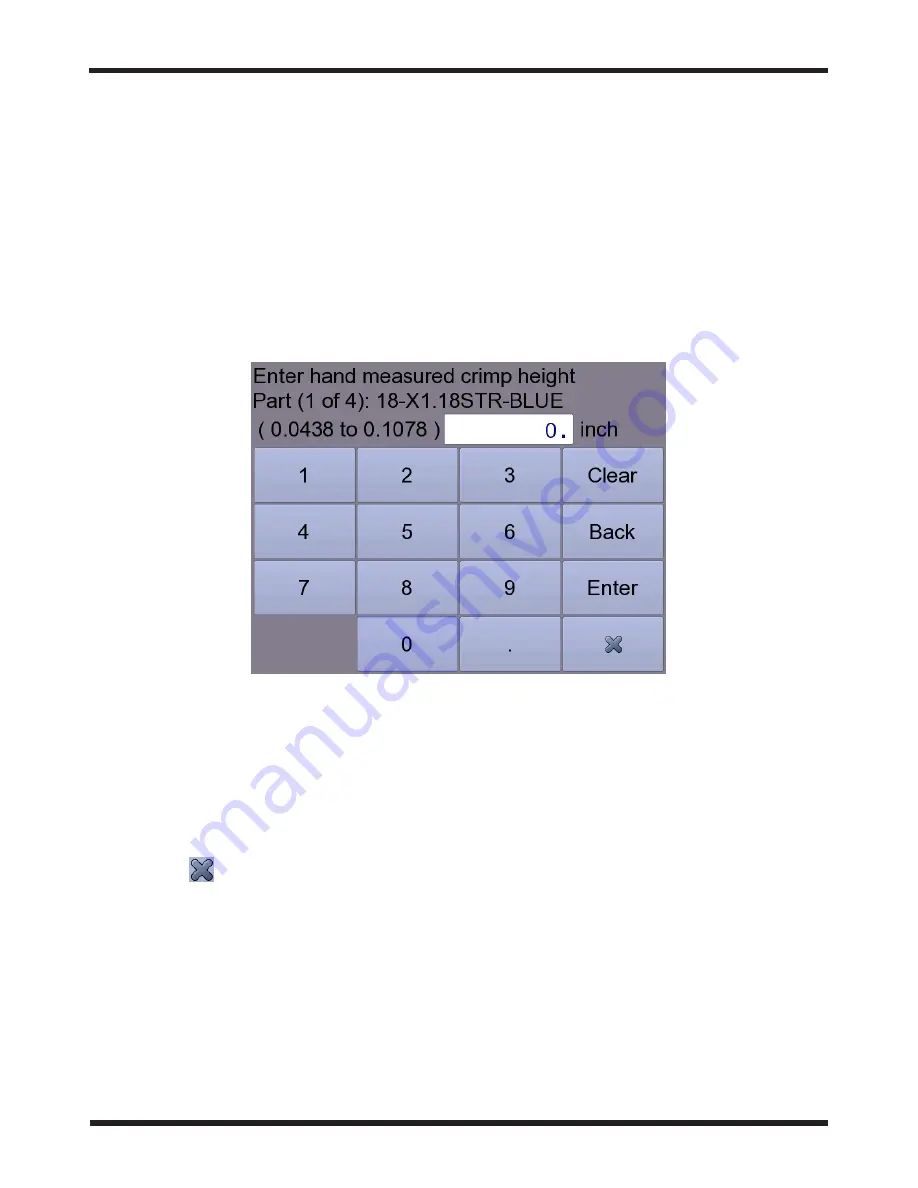
4.2,D. Enter Hand-Measured CrimpHeight for Part X of Y
Touching the ”YES” button on the Crimp Detected screen for the last part in a kit, when calibrating a kit,
will result in the Enter Hand Measured Crimp Height for Part x of y screen. The x place holder is the
part’s position in the kit. The y place holder is the number of parts in the kit.
The crimp height of the part being used for calibration must be measured and entered.
If the crimp height entered is not equal to the nominal crimp height for the part, the difference of the hand
measured crimp height minus the nominal crimp height is added to the parts crimp height adjustment
offset.
A hand measured crimp height that would result in an adjust offset greater than 1.625 millimeters [0.064
inches] may not be entered.
If the entered hand measured crimp height for all parts is within 0.0127 millimeters [0.0005 inches] of the
part’s nominal crimp height, the calibration for crimp height analysis has been completed.
Touch the 0 through 9 buttons and the decimal (.) button to enter the crimp height.
Touch the entry field to position the cursor or highlight characters.
Touch the “Clear” button to delete all the characters entered.
Touch the “Back” button to delete the last character entered, the character preceding the cursor, or the
highlighter characters.
Touch the “Enter” button to complete the entry. The Calibrate Kit screen is displayed after the crimp
height is entered for the last part in the kit.
Touch the
button to discard any changes and return to the Calibrate Kit screen.







































































