
























PAGE 21 OF 33
0913 IH-1619
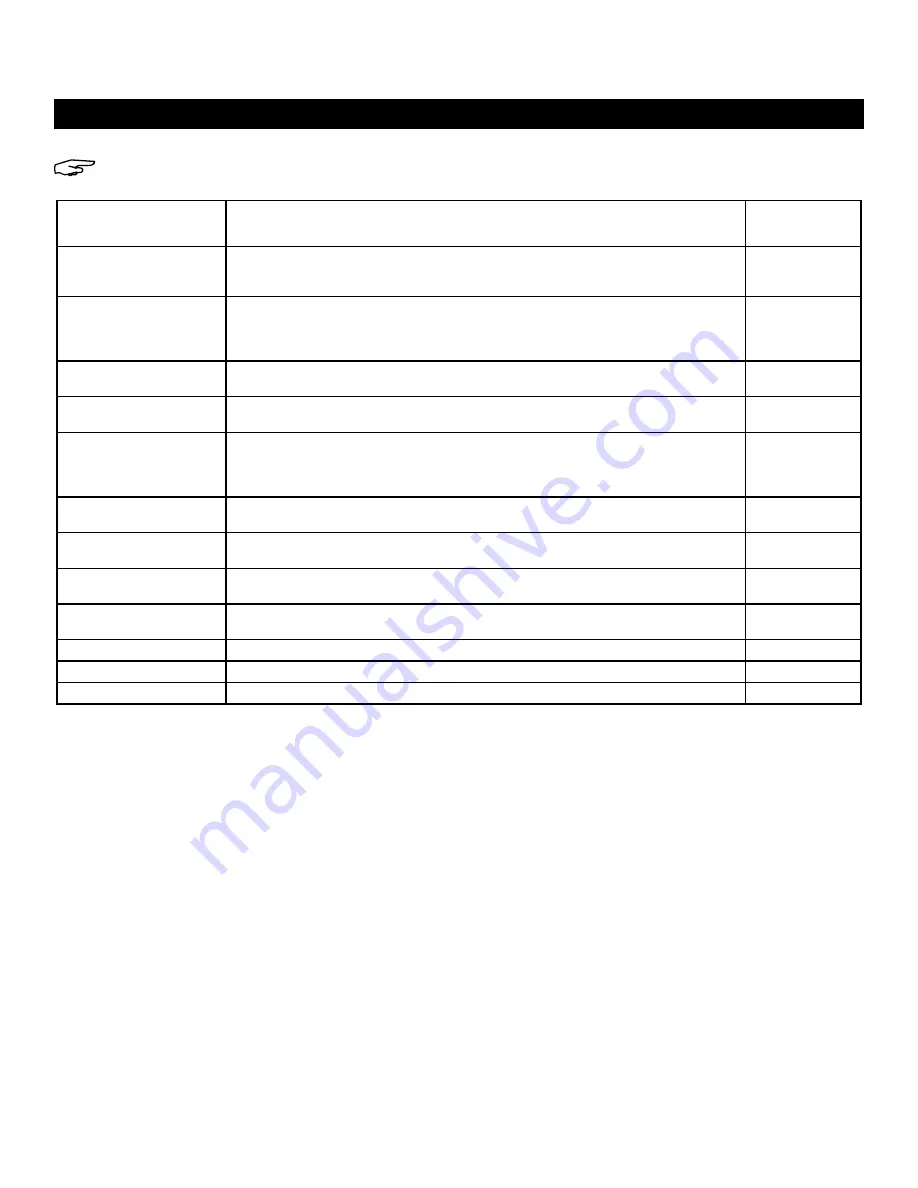
RECOMMENDED SCALE CONfIGURATION VALUES
NOMBRE/CÓDIGO
DESCRIpCIÓN
VALOR
RECOMENDADO
F1: GRADUACIONES
Especifica el número de la escala completa de graduaciones. El valor debe ser
consistente con los requerimientos legales y los límites ambientales sobre el uso de la
resolución del sistema.
5000
F2: AUMENTO DEL LAPSO
Span Gain está relacionado con la integración del tiempo de A/D. Mientras más se
aumente el lapso, más alta será la resolución, pero más lenta la actualización de la
velocidad. Note que la báscula debe ser calibrada de nuevo cuando este parámetro
sea alterado. Vea Apéndice C en las básculas manuales para más información.
100
F3: BANDA DE PISTA EN CERO Selecciona el rango dentro del cual la báscula se pondrá en cero automáticamente.
Note que la báscula debe estar en punto muerto para ponerse en cero.
3
F4: RANGO CERO
Selecciona el rango dentro del cual la báscula puede ser puesta en cero. Note que el
indicador debe estar en punto muerto para poner la báscula en cero.
100
F5: BANDA DE MOVIMIENTO
Configura el nivel en el cual el movimiento es detectado para comparar la actualización
de la pantalla actual con la previa. Si no se detecta movimiento en dos segundos o más,
la báscula queda en punto muerto y puede procesar el comando Print o Zero. El valor
máximo varía dependiendo de las regulaciones locales.
1
F6: FILTRO DIGITAL
Promedia las lecturas de peso para lograr la máxima estabilidad pero un tiempo de respuesta
más lento del indicador. Elija 8 a menos que requiera de una mayor velocidad de respuesta.
8
F7: LÍMITE DE SOBRECARGA
Selecciona la fórmula deseada que determina el punto en el cual el indicador muestra
sobrecarga. Todas las selecciones están basadas en la unidad principal seleccionada en F8.
2%
F8: UNIDAD DE CALIBRACIÓN Selecciona la base de unidad principal para ser utilizada en el proceso de calibración.
También la unidad predeterminada para la operación normal. 1 = libras, 2 = kilogramos.
1
F9: DIVISIONES DE PANTALLA
Determina los incrementos de peso deseados. El valor debe ser consistente con los
requerimientos legales.
1
F10: PUNTO DECIMAL
Determina la ubicación del punto decimal.
0
F16: CALIBRACIÓN A CERO
Coloca la báscula en una rutina de Zero Calibration.
—
F17: CALIBRACIÓN DE LAPSO Coloca la báscula en una rutina de Span Calibration.
—
NOTA: Cambiar los valores de los parámetros de la báscula a otros a valores diferentes a los
recomendados puede resultar en un funcionamiento deficiente de la báscula.







































































