


























Instructions for use (rev 011221)
e.ON sinter fast +
UGIN DENTAIRE
14
6.4.2.1.
EXAMPLES OF CALCULATION
▪
Calculation time of second stage (T01)
From the initial and final temperature values of the second stage, calculation of the time stage:
Temperature 1
→
C01 = 50°C
Temperature 2
→
C02 = 1000°C
Temperature
difference:
C02
–
C01 = 1000°C
–
50°C = 950°C
Increase rate 47,5°C/minute
950°C at a rate of 47,5°C/min
→
950°C / 47,5°C = 20 min
→
T01 = 20 minutes
▪
Parameters for remain to end temperature (T03) or at a given temperature
(intermediate holding stage)
Parameters temperature/time of end stage to obtain remains to the end temperature of 1490°C for 10
minutes:
Temperature 2
→
C02 = 1490°C
Temperature 3
→
C03 = 1490°C
Temperature difference = 0°C:
Temperature remains to 1490°C
Time remains: 10 minutes
Time 03:
10 minutes
→
T03 = 10 minutes
Zirconia
SINTERING TEMPERATURES
are given as indicative by disc manufacturer. If necessary,
this one can
be adjusted from -15°C and up to +50°C
around the final temperature recommended.
We recommend adjusting the temperature/time for special work and test to confirm the desired
results.
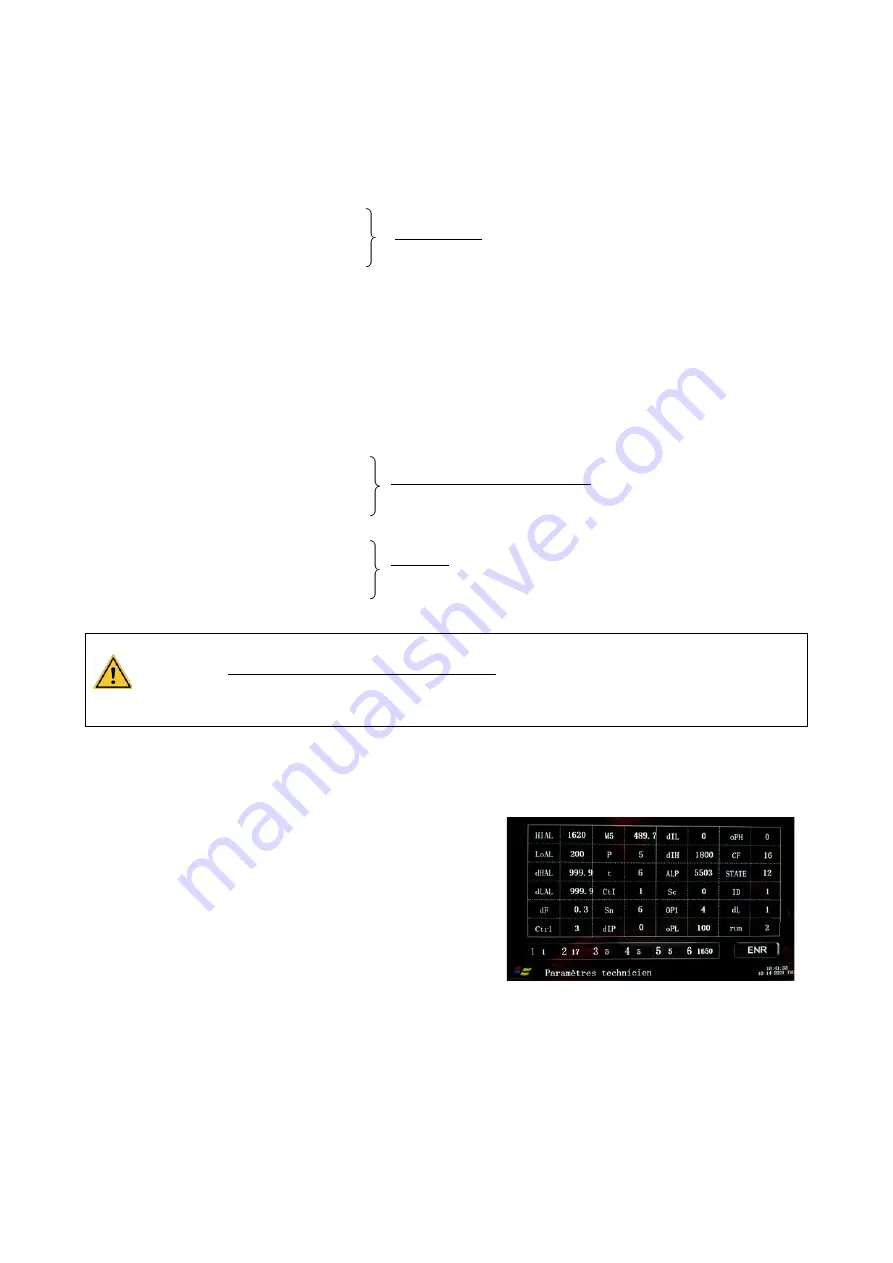
6.5.
PARAMETER SETTING
This interface requires a password to be accessible.
No data may be modified without authorization:
risk of
damages on the furnace or trigger heating untimely.
The modification of the parameters is therefore
reserved
for technicians of customer’s service UGIN DENTAIRE.
NOTE: even if changes are made to the settings, when saving them, a screen is displayed to insert the
password. When no password has been inserted and validation is done with the "Ok" key, the changes made
are not saved and the original settings remain applicable.
Summary of Contents for e.ON sinter fast
Page 1: ...INSTRUCTIONS FOR USE Sintering furnace R v 011221...
Page 27: ......







































































