
























10
s
Operational Instructions
Keep the inside of the cutter clear of swarf. It restricts the operating depth of the cutter.
• Ensure that the coolant bottle contains sufficient cutting oil to complete the required operating
duration. Refill as required.
• Occasionally depress the pilot to ensure cutting fluid is being correctly metered.
• To start the machine, follow the control panel operation instructions.
• ALWAYS switch off the motor by depressing the MOTOR stop button. DO NOT switch off the motor
by depressing the MAGNET switch.
• Apply light pressure when commencing the cut of a hole until the cutter is introduced into the work
surface. Pressure can then be increased sufficiently to load the motor. Excessive pressure is
undesirable, it does not increase the speed of penetration and will cause the safety overload protection
device to stop the motor, (the motor can be restarted by operating the motor start button), and may
cause excessive heat which may result in inconsistent slug ejection
• Always ensure that the slug has been ejected from the previous hole before commencing to cut the
next.
• If the slug sticks in the cutter, move the machine to a flat surface, switch on the magnet and gently
bring the cutter down to make contact with the surface. This will usually straighten a cocked slug and
allow it to eject normally.
• Apply a small amount of light oil lubricant regularly to the slide and arbor support bearing.
• Cutter breakage is usually caused by insecure anchorage, a loosely fitting slide or a worn bearing in
the arbor support. (Refer to routine maintenance instructions).
• Only use approved cutting fluid do not use water diluted cutting oil.
Summary of Contents for CMD400
Page 2: ...2...
Page 14: ...14 s Wiring Diagram...
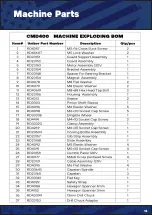
Page 15: ...15 s Machine Parts...
Page 16: ...16 s Machine Parts...
Page 17: ...17 s Motor Gearbox Parts...
Page 18: ...18 s Motor Gearbox Parts...
Page 23: ...23 s Cutting Speed Selection...
Page 25: ...25 s Extra...
Page 26: ...26 s Extra...
Page 27: ...27 s Extra...
Page 28: ...28 s Extra...
Page 29: ...29 s Extra...
Page 30: ...30 s Extra...
Page 31: ...32 WWW UNIBORUSA COM This machine is CSA approved...







































































