























22
2
2
s
Maintenance
Magnetic base
– before every operation the magnetic base should be checked to make sure that
the base is flat and there is no damage present. An uneven magnet base will cause the magnet not to
hold as efficiently and may cause injury to the operator.
Adjustment of slide and bearing bracket alignment.
An essential requirement of the machine is that the slide can move in a smooth and controlled
manner, free of lateral movement and vibration.
This situation can be maintained by periodic adjustment of the slide and is accomplished in the
following manner:
1.
Place the machine in an upright position and, by means of the capstan, raise the slide to its
highest position. Clean the brass gib strips and apply a small amount of light machine oil to the wear
surfaces.
2.
Now lower the slide back to its lowest position. Bring the slide into the center of the dovetail
slide housing and loosen screws thus allowing free movement of the arbor support bracket.
3.
Commencing with the middle screws, gently feed in all the screws until slight resistance is
encountered.
4.
Operate the slide up and down a few times to test the movement and make any further
necessary adjustments. Try to ensure that all the screws are exerting a uniform pressure on the slide
from top to bottom. A perfectly adjusted slide will operate freely up and down without any sideways
movement.
5.
Now raise the slide to its highest position. Slightly undo the arbor bearing bracket and, using
fingers only, tighten the screws.
6.
Place the machine on a steel plate, connect to power supply and switch on the magnet. Start
up the motor. If the arbor is incorrectly aligned, the arbor support bracket will be seen to oscillate.
Make any necessary further adjustments to the bracket to ensure correct alignment of the spindle and
finally tighten the screws using a spanner. Lastly tighten the arbor bearing bracket.
Check machines grease.
The gearbox grease should be checked once a month to ensure all moving components are covered
to prevent wear. The grease should be changed at least once a year to ensure you gain the best from
your machine.
Check Armature of the machine.
This should be checked at least once a month to check that there are no visual signs of damage to the
body or to the commutator. Some signs of wear will be seen on the commutator over a period of time
but this is normal (this is the part that comes into contact with the brushes) however, if there are any
signs of abnormal damage the part should be replaced.
Summary of Contents for CMD400
Page 2: ...2...
Page 14: ...14 s Wiring Diagram...
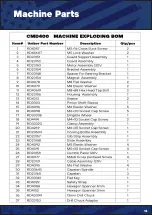
Page 15: ...15 s Machine Parts...
Page 16: ...16 s Machine Parts...
Page 17: ...17 s Motor Gearbox Parts...
Page 18: ...18 s Motor Gearbox Parts...
Page 23: ...23 s Cutting Speed Selection...
Page 25: ...25 s Extra...
Page 26: ...26 s Extra...
Page 27: ...27 s Extra...
Page 28: ...28 s Extra...
Page 29: ...29 s Extra...
Page 30: ...30 s Extra...
Page 31: ...32 WWW UNIBORUSA COM This machine is CSA approved...







































































