

















7
LUBRICATION AND OPERATION
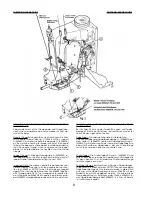
The machines of class 80800 have to be cleaned and lubricated
twice a day before the morning and afternoon start on the
lubricating points indicated on the oiling diagram (Fig. 1). The
sight feed oiler has to be kept filled and should be adjusted so
that it feeds two to three drops of oil per minute. The oiler has to
be refilled latest, when 2/3 of the oil is used up.
For lubrication we recommend "Mobil Oil DTE Medium" or
equivalent, which can be purchased from UNION SPECIAL
CORPORATION in 1/2 liter containers under part number
G28604L, or in 5 liter containers under part no. G28604L-5.
Before operating a new machine for the first time, the needle
bar guard (E, Fig. 1) and the sight feed oiler, which come with
the accessories of the machine, have to be screwed in. The
sight feed oiler has to be adjusted. All lubricating points,
indicated on the oiling diagram (Fig. 1), have to be oiled.
For adjusting fill the sight feed oiler half-way with oil and turn
the metering pin (A, Fig. 1) a little bit out and then turn it in, until
there will flow approx. two drops of oil per minute. This can be
checked on the sight glass (B, Fig. 1). Secure the setting of the
metering pin with lock nut (C, Fig. 1). Fill the oiler.
Repeat the oiling of a new machine after 10 minutes of
operation!
When the machine is out of operation, the oil flow can be
stopped by tilting the lever (D, Fig. 1) on the sight feed oiler.
IMPORTANT!
The oil flow has to be switched on again before
operating the machine.
NEEDLES
Each needle has both a type and size number. The type number
denotes the kind of shank, point, length, groove, finish and other
details. The size number, stamped on the needle shank, denotes
largest diameter of blade, measured in hundredths of a
millimeter respectively in thousandths of an inch, midway
between shank and eye. Collectively, type and size number
represent the complete symbol, which is given on the label of
all needles packaged and sold by UNION SPECIAL.
The standard needle for machines covered in this manual is
9848GS250/100.
For closing bags made of plastic or woven polypropylene tapes
it is recommended to use needle type 9856T with teflon coating.
Below are the descriptions and available sizes:
Type No.Description and sizes
9848GS
Round shank, square point, double groove,
spotted, chromium plated.
Sizes available: 150/060, 170/067, 200/080,
250/100, 300/120, 400/156.
9856T
Round shank, round point, double groove,
spotted, teflon-coated.
Sizes available: 200/080, 250/100.
Selection of proper needle size is determined by size of thread
used. Thread should pass freely through needle eye in order to
produce a good stitch formation.
To have needle orders promptly and accurately filled, an empty
package, a sample needle or type and size number should be
forwarded. Use description on label. A complete order would
read: "100 needles, Type 9848GS, Size 250/100".
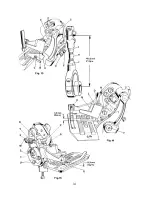
THREADING
Thread machine as illustrated in Fig. 2.
When threading the looper, be sure the thread goes through
the front eyelets, over the take-up and through the back eyelet
before threading the looper.
SCHMIERUNG UND INBETRIEBNAHME
Die Maschinen der Klasse 80800 müssen zweimal täglich, vor der
Inbetriebnahme am Morgen und Nachmittag, gereinigt und an
den in der Ölanleitung (Fig. 1) angegebenen Stellen geschmiert
werden. Der Tropföler muß gefüllt und so eingestellt sein, daß
pro Minute zwei bis drei Tropfen Öl fließen. Der Öler muß
spätestens nachgefüllt werden, wenn 2/3 der Ölmenge
verbraucht sind.
Zur Schmierung empfehlen wir "Mobil Oil DTE Medium" oder ein
gleichwertiges Öl, das von UNION SPECIAL GmbH in 1/2 Liter
Behältern unter der Teilnummer G28604L oder in 5-Liter Behäl-
tern unter der Teilnummer G28604L-5, bezogen werden kann.
Bevor eine Maschine zum ersten Mal in Betrieb genommen wird,
müssen der im Zubehör der Maschine enthaltene Nadelstangen-
schutz (E, Fig. 1) und der Tropföler eingeschraubt werden. Der
Tropföler muß eingestellt werden. Alle in der Ölanleitung (Fig. 1)
angegebenen Schmierstellen müssen geölt werden.
Füllen Sie den Tropföler zum Einstellen halb mit Öl und drehen Sie
den Zumeßstift (A, Fig. 1) etwas aus und dann so weit ein, bis pro
Minute etwa zwei Tropfen Öl fließen. Dies kann am Schauglas (B.
Fig. 1) geprüft werden. Sichern Sie die Einstellung des Zumeßstiftes
mit der Kontermutter (C, Fig. 1). Füllen Sie den Öler.
Wiederholen Sie bei einer neuen Maschine das Ölen nach einer
Betriebsdauer von 10 Minuten!
Wenn die Maschine nicht in Betrieb ist, kann der Ölfluß durch
Umlegen des Hebels (D, Fig. 1) am Tropföler gestoppt werden.
WICHTIG:
Der Ölfluß muß vor Inbetriebnahme der Maschine wie-
der eingeschaltet werden.
NADELN
Jede Nadel hat eine Typ- und eine Dickennummer. Die Typ-
nummer bezeichnet die Art des Nadelkolbens, der Spitze, Länge,
Rinne, Oberfläche und andere Einzelheiten. Die Dickennummer,
im Nadelkolben eingeprägt, gibt den größten Durchmesser des
Nadelschaftes in hundertstel Millimeter bzw. tausendstel inch an,
gemessen in der Mitte zwischen Kolben und Öhr. Typ- und
Dickennummer zusammen ergeben die vollständige
Nadelbezeichnung, die auf jedem Etikett aller von der UNION
SPECIAL gepackten und verkauften Nadeln steht.
Die Standardnadel für die in diesem Katalog beschriebenen
Maschinen ist 9848GS250/100.
Zum Schließen von Säcken aus Plastik oder Kunststoffbändchen-
gewebe ist es empfehlenswert ein Nadeltyp 9856T mit Teflon-
Beschichtung zu verwenden.
Nachstehend finden Sie die Beschreibungen und die lieferba-
ren Dicken:
Typnummer:
Beschreibung und Dicken
9848GS
Rundkolben, Vierkantspitze,Doppelrinne,
Hohlkehle, verchromt.
Lieferbare Dicken: 150/060, 170/067, 200/080,
250/100, 300/120, 400/156.
9856T
Rundkolben, Rundspitze, Doppelrinne, Hohl-
kehle, Teflon beschichtet.
Lieferbare Dicken: 200/080, 250/100.
Die Wahl der Nadeldicke richtet sich nach dem verwendeten
Nähfaden. Der Faden muß frei durch das Nadelöhr gleiten, um
eine gute Stichbildung zu gewährleisten.
Um Nadelbestellungen prompt erledigen zu können, senden Sie
bitte eine leere Nadelpackung oder eine Musternadel ein oder
geben Sie die Typ- und Dickennummer an. Benützen Sie die Be-
schreibung auf dem Etikett der Nadelpackung. Eine vollständi-
ge Bestellung würde z. B. lauten: "100 Nadeln, Typ 9848GS,
Dicke 250/100".
EINFÄDELN
Fädeln Sie die Maschine wie in Fig. 2 gezeigt ein.
Beim Einfädeln des Greifers muß sichergestellt sein, daß der Fa-
den durch die vorderen Ösen über den Fadenabzug und durch
die hintere Öse geführt wird bevor der Greifer eingefädelt wird.
Summary of Contents for 80800
Page 14: ...14...
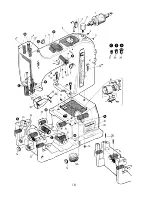
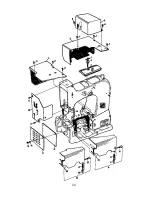
Page 17: ...17 EXPLODED VIEWS AND DESCRIPTION OF PARTS EXPLOSIONSZEICHNUNGEN UND TEILEBESCHREIBUNGEN...
Page 18: ...18...
Page 20: ...20...
Page 22: ...22...
Page 24: ...24...
Page 26: ...26 1 16a...
Page 28: ...28...
Page 30: ...30 Add Loctite 262 CE66 Add Loctite 262 CE66...
Page 32: ...32...
Page 34: ...34...
Page 36: ...36...
Page 38: ...38...
Page 40: ...40...







































































