




























APPENDIX D: LVDT OPTION
HF25 DC RESISTANCE WELDING SYSTEM
990-333
D-11
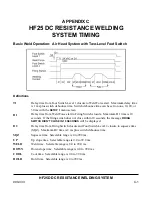
Programming LVDT Screens
1
From the main LVDT screen, press the
SCHEDULE
button to edit the screen.
2
Press the
SCHEDULE
& arrow keys to
navigate around the screen until you
highlight the value you wish to input.
LVDT
POSITION
+092 0000000
LO
LIM
HI
LIM
LAST
INITIAL
+000
000
+000
CONT
FINAL
+000
+000
+000
DISPLC
+000
000
+000
XX%
STOP ENERGY AT
000
XXXX
IN/1000
NEW ELECTRODE:
IS SET
VW
Scroll, SCHEDULE Select, RUN Run
NOTES:
•
When you first press the
SCHEDULE
button, the
INITIAL LO LIM
is
highlighted
and the
bottom line changes as shown on the right
•
RUN
in the bottom line indicates that you press the
RUN
button in order to leave the LVDT
screen and return to the
RUN
screen.
•
If you wish to remain in the LVDT screen, press the
DISTANCE
button
instead of
the
RUN
button. This will remove
highlighting
, but leave you in the LVDT screen.
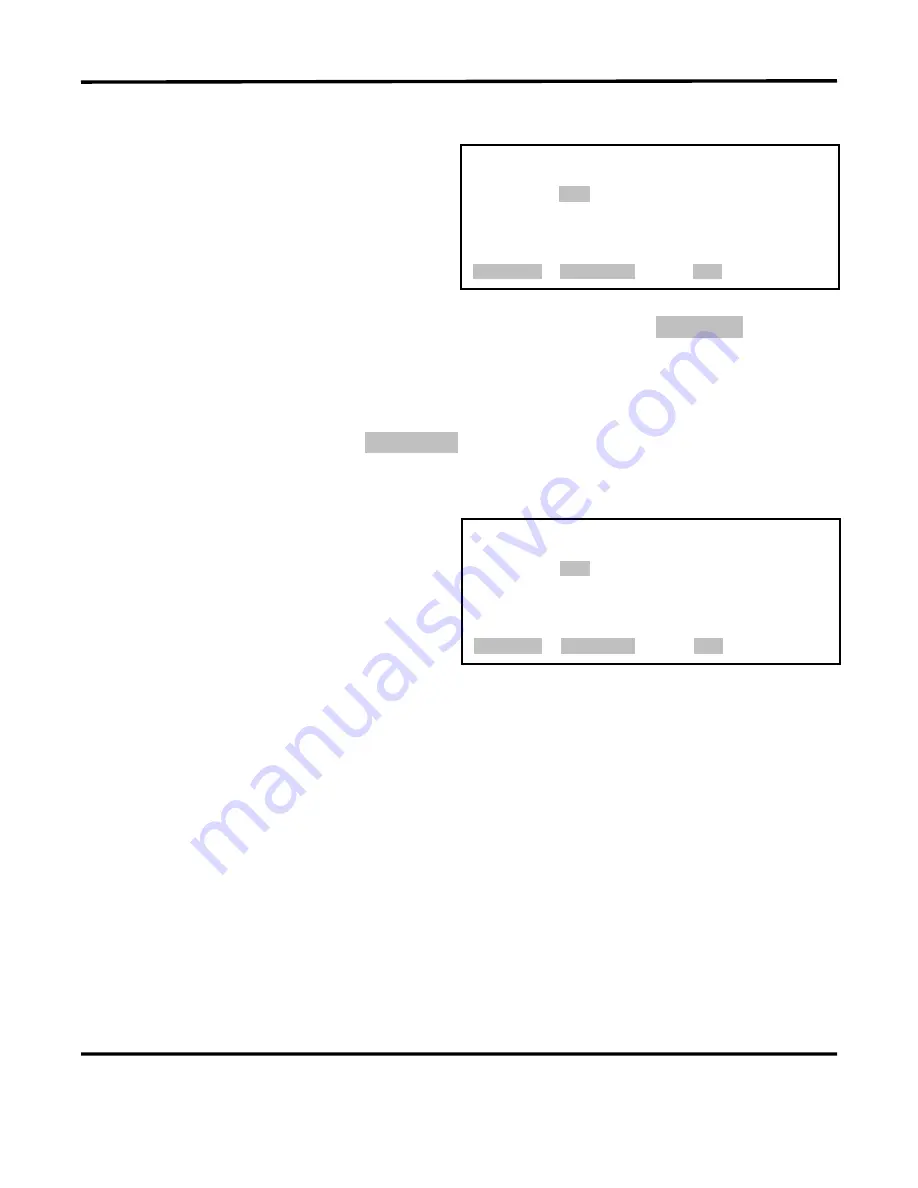
High and Low Limits for Initial Thickness
Initial thickness of the parts is measured in
1/1000 of an inch (or 1/100 of a mm). As the
electrode goes down, the numbers decrease
towards
zero
. Initial thickness is measured at the
end of squeeze time before the weld energy
flows.
LVDT
POSITION
+092 0000000
LO
LIM
HI
LIM
LAST
INITIAL
+037
041
+000
CONT
FINAL
+000
+000
+000
DISPLC
+000
000
+000
XX%
STOP ENERGY AT
000
XXXX
IN/1000
NEW ELECTRODE:
IS SET
VW
Scroll, SCHEDULE Select, RUN Run
1
From the main LVDT screen, press the
SCHEDULE
button to edit the screen.
2
Scroll to
INITIAL LO LIM
.
3
Use the numerical keypad on the front of the Control to enter a numerical value.
4
Scroll to
INITIAL HI LIM
.
5
Use the numerical keypad on the front of the Control to enter a numerical value.
6
Scroll to
CONT
for “Continue.” If the initial thickness is out of the high or low limits, you
may choose to have welding continue or stop by pressing the
PEAK/AVERAGE
button (it
toggles between stop and continue).
NOTE:
If you select
CONT
, it will continue to weld even if it is out of limits. If you choose
STOP
, it will stop and not weld.
7
Verify that the weld schedule has at least 1 msec squeeze time. Unitek recommends 150
msec.
1
Summary of Contents for HF25A
Page 9: ...HF25D DC RESISTANCE WELDING SYSTEM 990 333 ix ...
Page 10: ......
Page 20: ......
Page 84: ...CHAPTER 6 CALIBRATION HF25D DC RESISTANCE WELDING SYSTEM 990 333 6 4 Final Calibration Setup ...
Page 113: ......
Page 129: ......
Page 153: ......
Page 171: ......







































































