



























CHAPTER 1: DESCRIPTION
HF25D DC RESISTANCE WELDING SYSTEM
1-4
990-333
Section II: Major Components
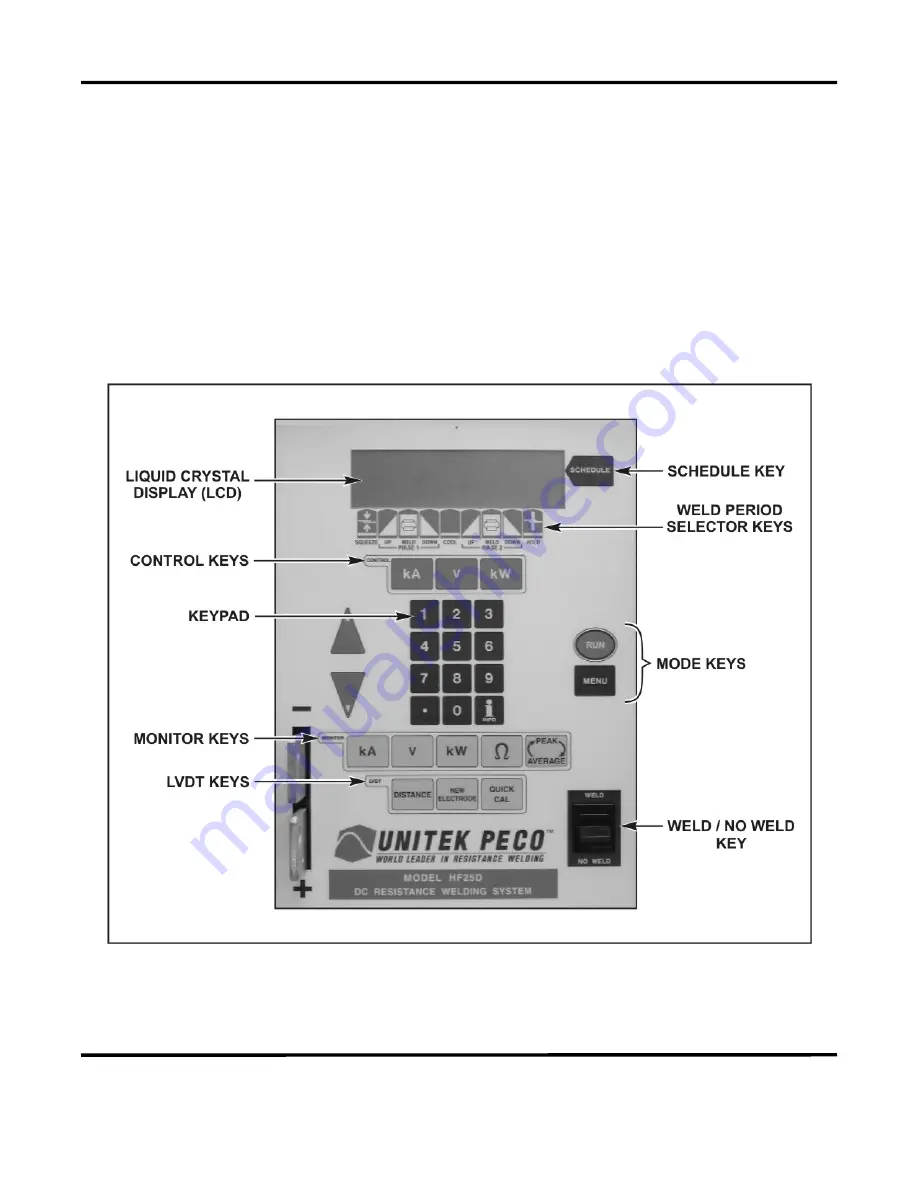
Major Components
The major components are the front panel, which contains the operator’s controls and indicators, and the
rear panel, which contains fuses, circuit breakers and power and signal connectors. The rear panel
connections are discussed in
Chapter 2
.
Front Panel Display and Display Controls
The front panel of the Control below shows controls and indicators. The function of each item is
described on the following pages.
Front Panel Controls
Summary of Contents for HF25A
Page 9: ...HF25D DC RESISTANCE WELDING SYSTEM 990 333 ix ...
Page 10: ......
Page 20: ......
Page 84: ...CHAPTER 6 CALIBRATION HF25D DC RESISTANCE WELDING SYSTEM 990 333 6 4 Final Calibration Setup ...
Page 113: ......
Page 129: ......
Page 153: ......
Page 171: ......







































































