























APPENDIX G: DEFINING THE OPTIMUM PROCESS
HF25D LINEAR DC RESISTANCE WELDING CONTROL
990-333
G-9
Common Problems
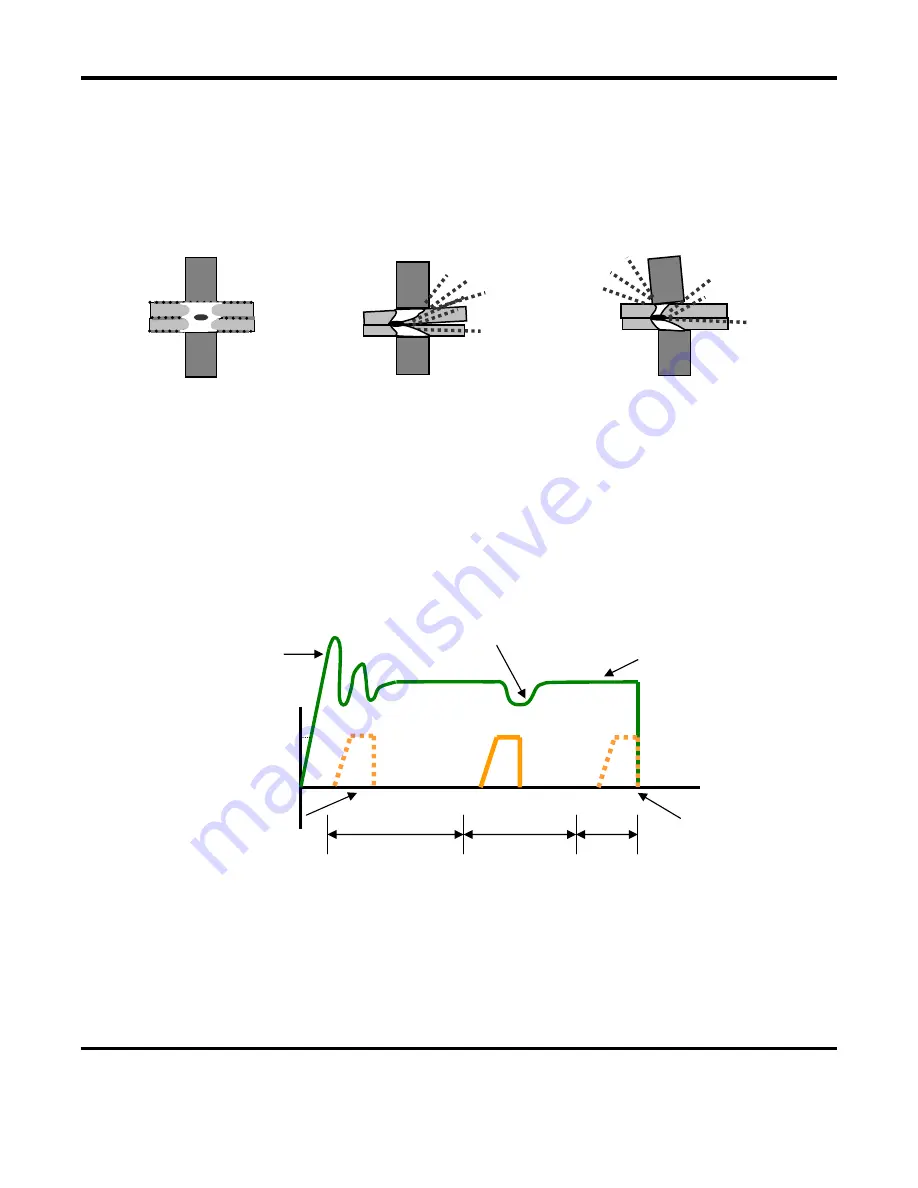
During this stage of process development it is important to understand that the majority of process
problems are related to either materials variation, or part to electrode positioning. Some examples are
shown below.
The changes detailed above generally result in a change in contact resistance and always affect the heat
balance of the weld. During weld development these common problems must be carefully monitored so
as not to mislead the course and productivity of the welding experiments.
In summary the “look see” welding experiments should be used to fix further variables from an
application and process perspective and also to establish a “weld window” for energy, time and force.
This part of weld development is critical in order to proceed to a statistical (Design of Experiments)
method of evaluation. Random explosions or unexpected variables will skew statistical data and waste
valuable time.
The figure above shows common welding problems that can often be identified in the basic set up of the
force, energy and time welding profile. These problems can lead to weld splash and inconsistency and
variation (contact Unitek Equipment for further information and support).
Part-To-Part Positioning
Electrode-To-Part Positioning
Material Control
Poor Follow-up
(Sparks)
T
F
<< W
F
(Variation sparks)
No Squeeze
(Sparks)
Insufficient Force
(Sparks)
Impact Force
(Variation)
No Hold
(Variation)
Hold
Squeeze Heat
Summary of Contents for HF25A
Page 9: ...HF25D DC RESISTANCE WELDING SYSTEM 990 333 ix ...
Page 10: ......
Page 20: ......
Page 84: ...CHAPTER 6 CALIBRATION HF25D DC RESISTANCE WELDING SYSTEM 990 333 6 4 Final Calibration Setup ...
Page 113: ......
Page 129: ......
Page 153: ......
Page 171: ......







































































