





























CHAPTER 3: USING PROGRAMMING FUNCTIONS
HF25 DC RESISTANCE WELDING SYSTEM
990-333
3-15
Section II. Operational States
The Control has seven operational states:
NO
WELD WELD
MENU
MONITOR
TEST ALARM
RUN
You go to the
NO WELD
,
MENU
,
TEST
,
RUN
and
MONITOR
states through the control panel. The
WELD
and
ALARM
states are functions of the force firing switch and foot switch input states.
No Weld State
Setting the
WELD/NO WELD
switch on the control panel to the
NO WELD
position inhibits the delivery of
weld energy if a weld is initiated, and will display a
WELD SWITCH IN NO WELD POSITION
alarm on the
screen. But the Control will still go through its electronic weld cycles as programmed into the selected
weld schedule. Use the no weld state when adjusting the air regulators on air actuated weld heads.
Menu State
Pressing the
MENU
key puts the Control in the
menu state. It brings up menu screens that
enable you to select various options common to
all weld schedules, such as how the Control
interfaces with the force firing switch, foot
switch and weld head.
MAIN MENU
1. SETUP
5. RELAY
2. WELD COUNTER
6 CALIBRATION
3. COPY A SCHEDULE 7. SESET TO DEFAULTS
4. SYSTEM SECURITY 8. RESET TO DEFAULTS
9. CHAIN SCHEDULES
NUMBER Select an item
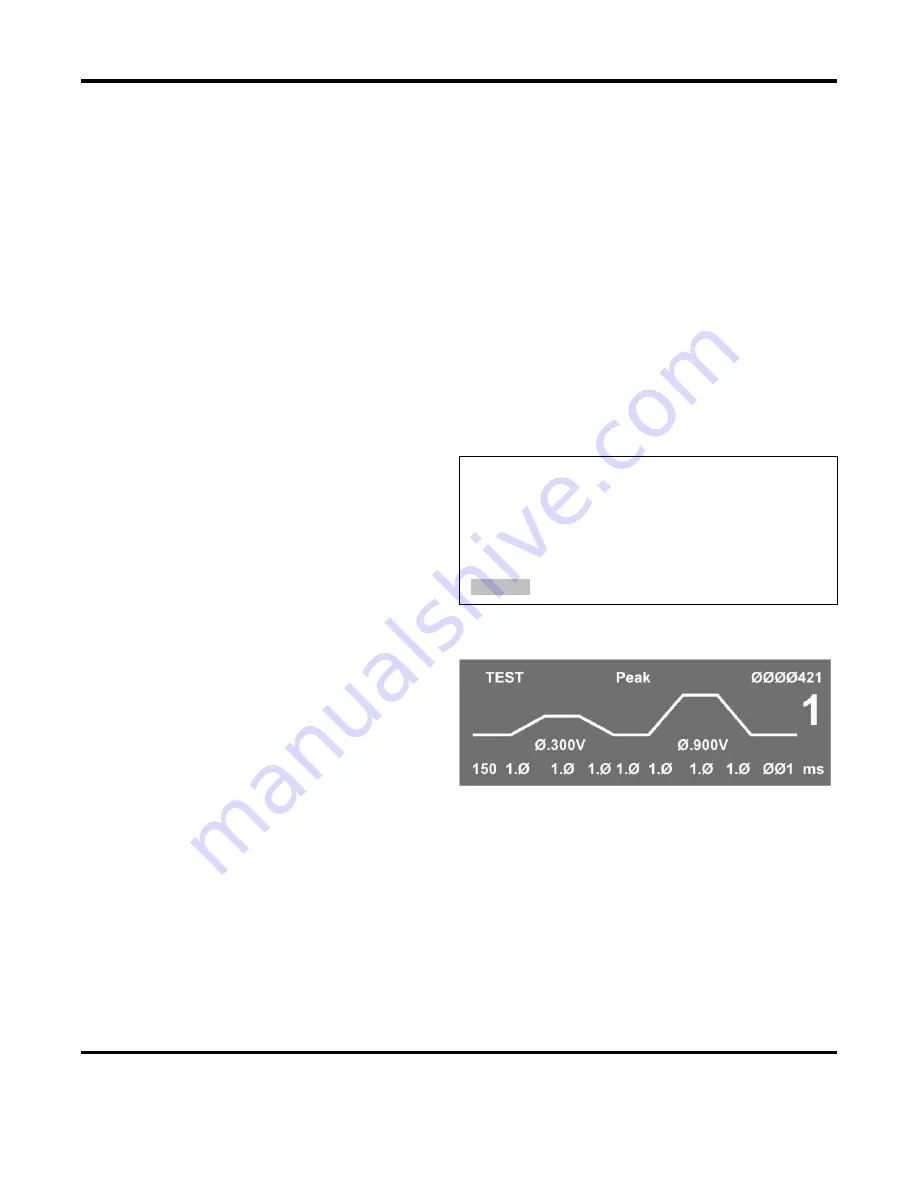
Test State
Pressing the
V
key, or changing the voltage or
time settings while in the voltage feedback
welding mode, puts the Control in the test state.
After making one weld, the Control internally
optimizes the feedback control loop to produce
the fastest rise time, minimum overshoot weld
pulse. The test state is automatically replaced by
the run state for subsequent welds.
Summary of Contents for HF25A
Page 9: ...HF25D DC RESISTANCE WELDING SYSTEM 990 333 ix ...
Page 10: ......
Page 20: ......
Page 84: ...CHAPTER 6 CALIBRATION HF25D DC RESISTANCE WELDING SYSTEM 990 333 6 4 Final Calibration Setup ...
Page 113: ......
Page 129: ......
Page 153: ......
Page 171: ......







































































