





























CHAPTER 4. OPERATING INSTRUCTIONS
HF25D DC RESISTANCE WELDING SYSTEM
4-10
990-333
10.
Since different levels of oxide require different amounts of time to reach the current
limit, return to the
RUN
screen and extend the programmed weld time (usually double
the time works). This will ensure that there will be enough time for the current to rise
and reach the limit, even with heavily oxidized parts.
11.
Try welds with varying oxide (clean and dirty). The power supply terminates the first pulse
when your programmed current is reached. A clean part will reach the current limit sooner and
the pulse will terminate early. A dirty part will require more time before the oxide is broken
down and current can flow.
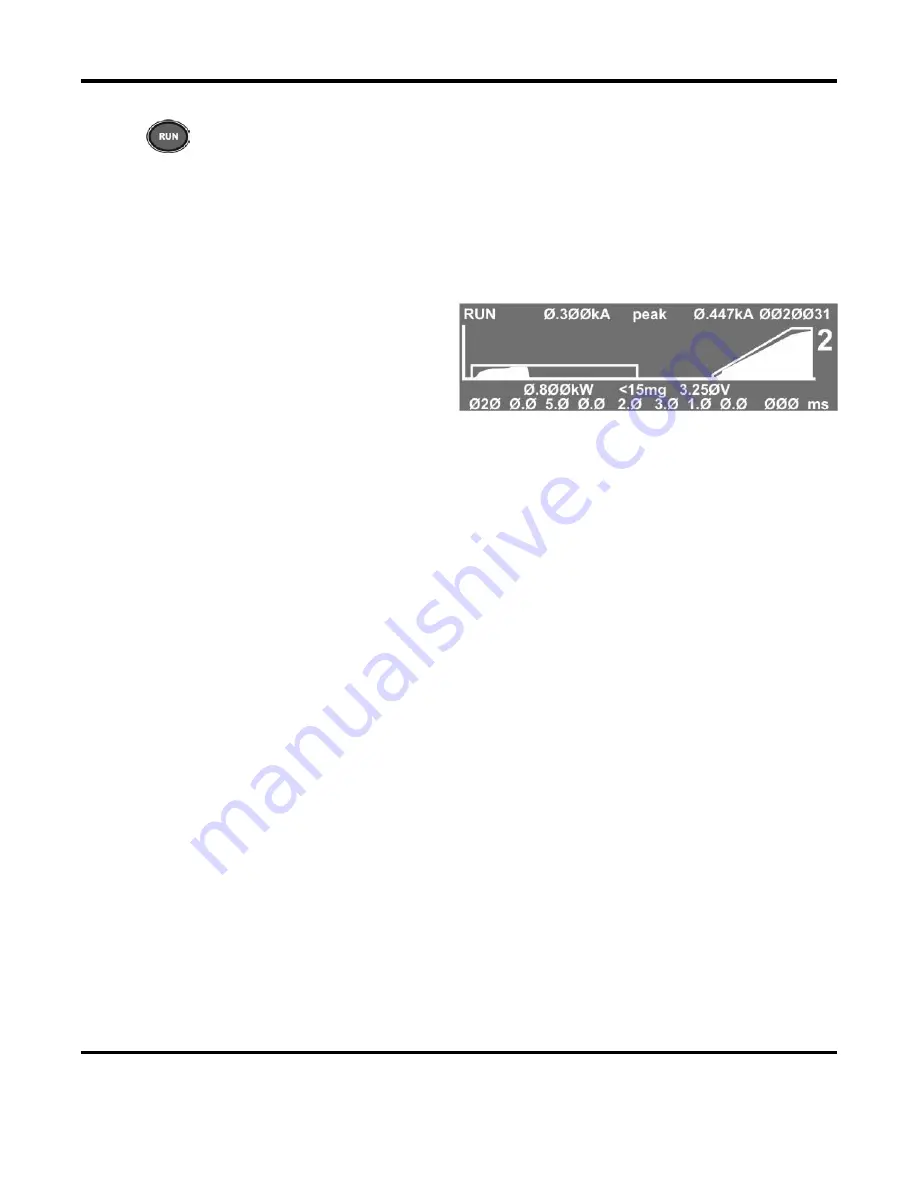
12.
Program your second welding pulse as
normal to achieve a strong weld.
Constant voltage is recommended for
round parts and constant current for flat
parts. An upslope may be required to
restrict the current flow early in the
second pulse and avoid weld splash.
Summary of Contents for HF25A
Page 9: ...HF25D DC RESISTANCE WELDING SYSTEM 990 333 ix ...
Page 10: ......
Page 20: ......
Page 84: ...CHAPTER 6 CALIBRATION HF25D DC RESISTANCE WELDING SYSTEM 990 333 6 4 Final Calibration Setup ...
Page 113: ......
Page 129: ......
Page 153: ......
Page 171: ......







































































