





























Summary of Contents for CPC 12000
Page 1: ...CPC 12000 Operation and Service Manual ...
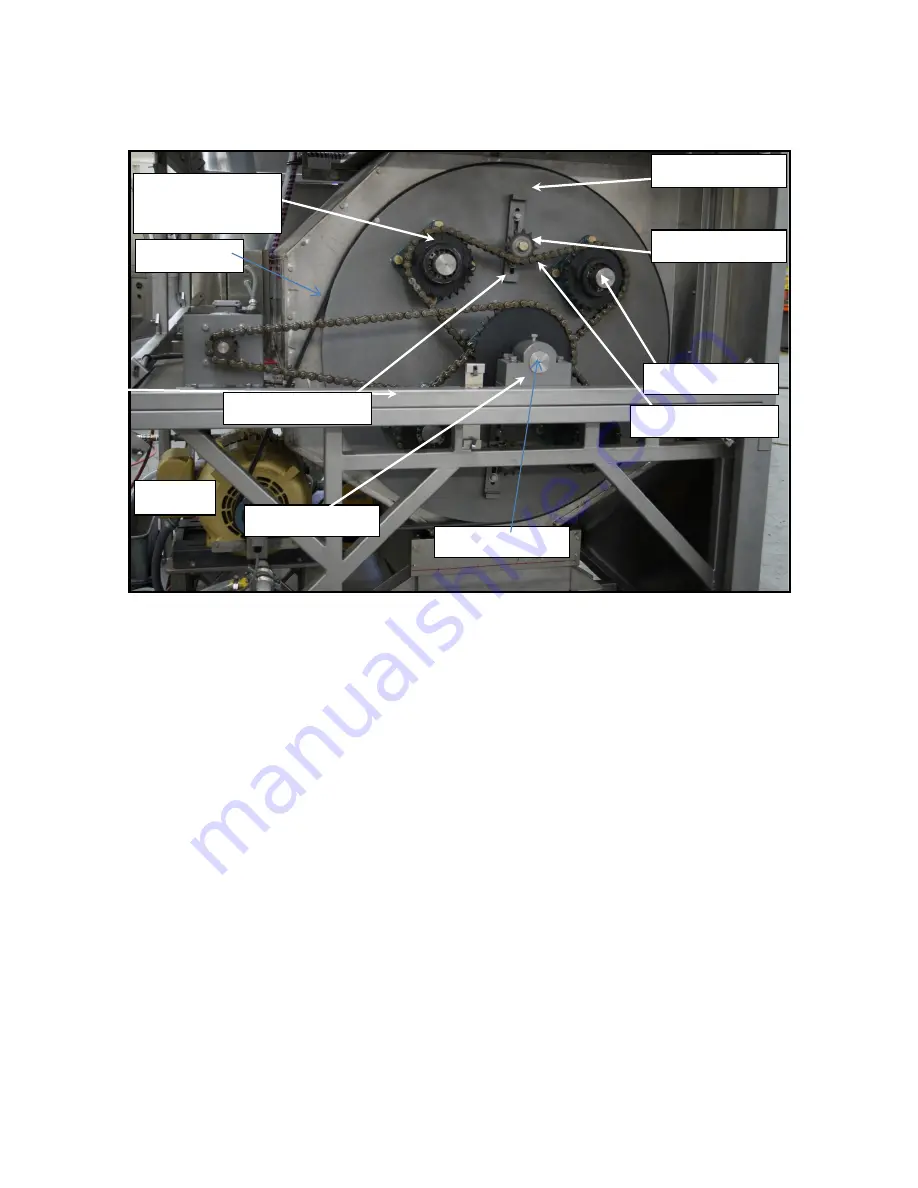
Page 33: ...Page 33 5 8 Adjusting Idler Assembly ...
Page 39: ...Page 39 ...
The UNITED CPC 12000 is a highly efficient and powerful machine, designed to meet all your operational and service needs. Explore its limitless capabilities through our comprehensive operation and service manual, available for free download on our website. Discover its full potential at 88.208.23.73:8080, your ultimate destination for user manuals.
Page 1: ...CPC 12000 Operation and Service Manual ...
Page 33: ...Page 33 5 8 Adjusting Idler Assembly ...
Page 39: ...Page 39 ...







































































