





























25
4.2
GEERAL CLEAIG
Perform a visual inspection of the machine at least once a day. If dirt or debris is present a
general cleaning should be performed. The frequency of cleaning will depend entirely on the
type of material being cut or engraved. Dirt aloud to build up in any parts of motion system will
cause uneven engraving or loss of position as well as damage to optics and premature failure of
the motion system components. Use good judgment and keep in mind that a clean machine is the
best performing machine.
NOTE:
The rails of the system should be wiped down with a dry lint free cloth at least once a
day regardless of whether a general cleaning is required. This will guarantee longer
bearing life.
General cleaning procedure:
1.
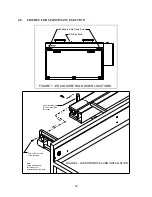
Ensure system power is off and power cord is unplugged and remove top cover as follows
a.
The cover is removed by loosening two screws that go up through the frame just
inside the front door at the left and right sides of the frame (reference Figure 1) Also,
remove knob for Z stage (table height adjustment)
b.
Tilt the front of the enclosure up approximately two to three inches until the enclosure
can be pulled forward without obstruction.
c.
Carefully pull the enclosure forward and up until off of the machine. Set cover out of
the way being careful not to scratch it.
2.
Thoroughly remove all loose dirt and debris from the interior of the machine being careful
not to scratch the lexan surfaces.
3.
With engraving table fully in the up position, clean engraving table surface with glass
cleaner and paper towel.
4.
Move engraving table down to bottom position and clean the linear slide which moves the
plate up and down with glass cleaner and paper towel. Be sure to clean the V grooves on
the linear slide.
5.
Clean Y rail of the motion system, top and bottom, and rail groove on both sides using a
cotton swab and alcohol. (Note: Swabs used in lens and mirror cleaning can be reused for
general cleaning.)
6.
After rail is clean, use a clean swab and alcohol to clean black bearings by holding swab
against bearing and moving the optics assembly back and forth several times. Repeat for
each bearing.







































































