



























13
If an error occurs, the indicator will blink. It displays errors both in commands and in
communication protocol with the host computer. Normally this indicator is on and not blinking
when power to the laser is on.
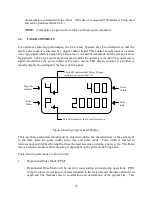
X-Y COORDINATE DISPLAY
Y POSITION
X POSITION
This displays the position of the focusing optics carriage in millimeters from the extreme lower
left of the current engraving field.
AUX. KEY AND LED
AUX
Not used - Aux. Key may light when PAUSE or REPEAT MODE are used.
TEST KEY
TEST
Used to manually turn the laser power on and off. This key is used to perform beam alignments,
power tests, tickle setting and to manually mark origins (with arrow keys), etc. A dot will appear
to the right of the pulse mode character in the laser control display when the laser is on (See
section 3.6 for details).
3.4
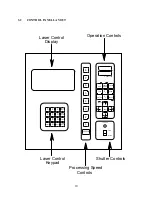
SHUTTER COTROLS
The shutter controls are used to open and close the mechanical solenoid driven shutter which
blocks the beam and stops it from entering the engraving area. The switch will provide power to
open and close the shutter and the LED will glow when the shutter switch is in the open position.
If any interlocked doors are open, the shutter will close to block the beam regardless of the
position of shutter control switch.
OTE:
The LED indicates only whether the shutter switch has been set to open or closed.
It does not indicate the physical position of the shutter itself.
3.5
PROCESSIG SPEED COTROLS
ULS Laser Systems are capable of beam positioning at a maximum speed of 420 mm/sec and this
is the default speed selected when the laser systems is powered on . However, for optimum laser
processing performance processing speed can be adjusted. The proper processing speed will be
dependent on the material being used, the type of engraving or cutting being performed, and the
depth of material removal required.
There are two methods for adjusting the processing speed:







































































