
























Section 7
—
Operation
MCP-25/MS
Valco Cincinnati
7-2
MC051 (July 2002)
7. Enter the pattern-length information:
7a. Use the right arrow button to move the cursor one field to the right.
7b. Enter a pattern length for pattern 1. (The pattern length must be entered in either millimeters or 1/100"
depending on which unit of measure was selected in the setup menu.)
7c. Press the ENTER button.
8. Enter information for additional valves:
8a. Press F3 (NEXT) to access the glue-pattern menu for the next valve (valve 2). Program additional
valves in the same manner as described for valve 1.
8b. You can use the “COPY” button (F2) to copy valve 1 glue pattern information to another valve.
9. Enter values for the pressure curves:
9a. Press the glue-pressure-edit-menu icon button.
9b. Enter the minimum production speed (at minimum pressure) in the field “V min.”
9c. Enter the maximum production speed (at maximum pressure) in the second field to the right of “V.”
9d. Enter the minimum pressure (“P% min.”) (0-100%).
9e. Enter the maximum pressure in the second field to the right of “P.” (This value is normally 100%.)
9f. Enter other speed and pressure values between the minimum and maximum settings if desired.
9g. Program other pressure tables (2) if desired. You can use the copy button to copy a pressure table to
another location.
10. Complete pressure table 1:
10a. Return to pressure table 1 after entering values for other pressure tables.
10b. Operate the parent machine at slow speed (under 10 meters/minute).
10c. Press F5 (LEARN). The pressure points between the minimum and maximum pressure will automati-
cally be completed by the MCP-25/MS.
11. Save the job:
11a. Press the job-management menu icon button.
11b. Press the “SAVE” button.
11c. Use the scroll buttons to enter a job name.
Adjustments
Occasionally, adjustments need to be made to the glue volume, glue-pattern position, delay, or pattern length.
Adjusting the Glue-Pattern Position
To adjust the glue-pattern position at low speed, follow these steps:
Note!
If possible, standard mode (mode 0) with a pattern length of 100mm (4 inches) or more should be used.
1. While operating the parent machine at slow speed (approximately 10 meters/minute), apply glue to a few
products.
2. Stop the parent machine.
Summary of Contents for MCP-25/MS
Page 1: ...MCP 25 MS Control Manual Number MC051 Release Date June 2004 ...
Page 25: ......
Page 27: ......
Page 28: ......
Page 29: ...3 4 5 1 2 2 4 5 3 1 ...
Page 30: ......
Page 31: ......
Page 33: ...4 8 12 11 10 9 6 7 5 3 2 1 ...
Page 34: ...3 7 9 10 8 5 6 4 1 2 1 4 3 2 ...
Page 35: ...1 3 4 2 ...
Page 36: ...7 9 10 8 3 5 6 4 1 2 ...
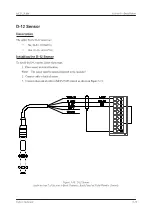
Page 37: ...SHD NPN 5 4 3 24V Low Level Detector 0V 1 2 ...
Page 38: ......
Page 39: ......
Page 40: ......
Page 41: ......
Page 42: ......
Page 43: ...3 4 5 6 2 3 1 5 6 4 1 2 ...
Page 44: ......
Page 45: ......
Page 46: ......
Page 47: ......
Page 48: ......
Page 49: ...RODUCT 7 10 9 8 3 5 6 4 1 2 8 10 9 2 5 7 6 3 4 1 ...
Page 50: ......
Page 51: ......
Page 52: ...6 8 10 9 7 1 3 5 4 2 ...
Page 53: ......
Page 54: ......
Page 55: ...6 8 10 9 7 1 3 5 4 2 ...
Page 56: ...VA LC O CI NCIN NA TI INC 513 87 4 6550 5 13 87 4 6550 VALC O C INCIN NATI INC ...
Page 57: ......
Page 58: ......
Page 59: ......
Page 60: ......
Page 61: ......
Page 62: ......
Page 87: ......
Page 99: ...F1 F2 F3 F4 F5 ...







































































