
























15
16
Inbetriebnahme
Inbetriebnahme
AC/DC SERIENAUSRÜSTUNG
AC/DC SERIENAUSRÜSTUNG
19
18
1. Digitale Spannungsanzeige
Die digitale Spannungsanzeige dient zur Anzeige der Ist-Spannung der Schweißstromquelle.
Im Programmiermodus dient sie außerdem zur Anzeige der Parameterwerte.
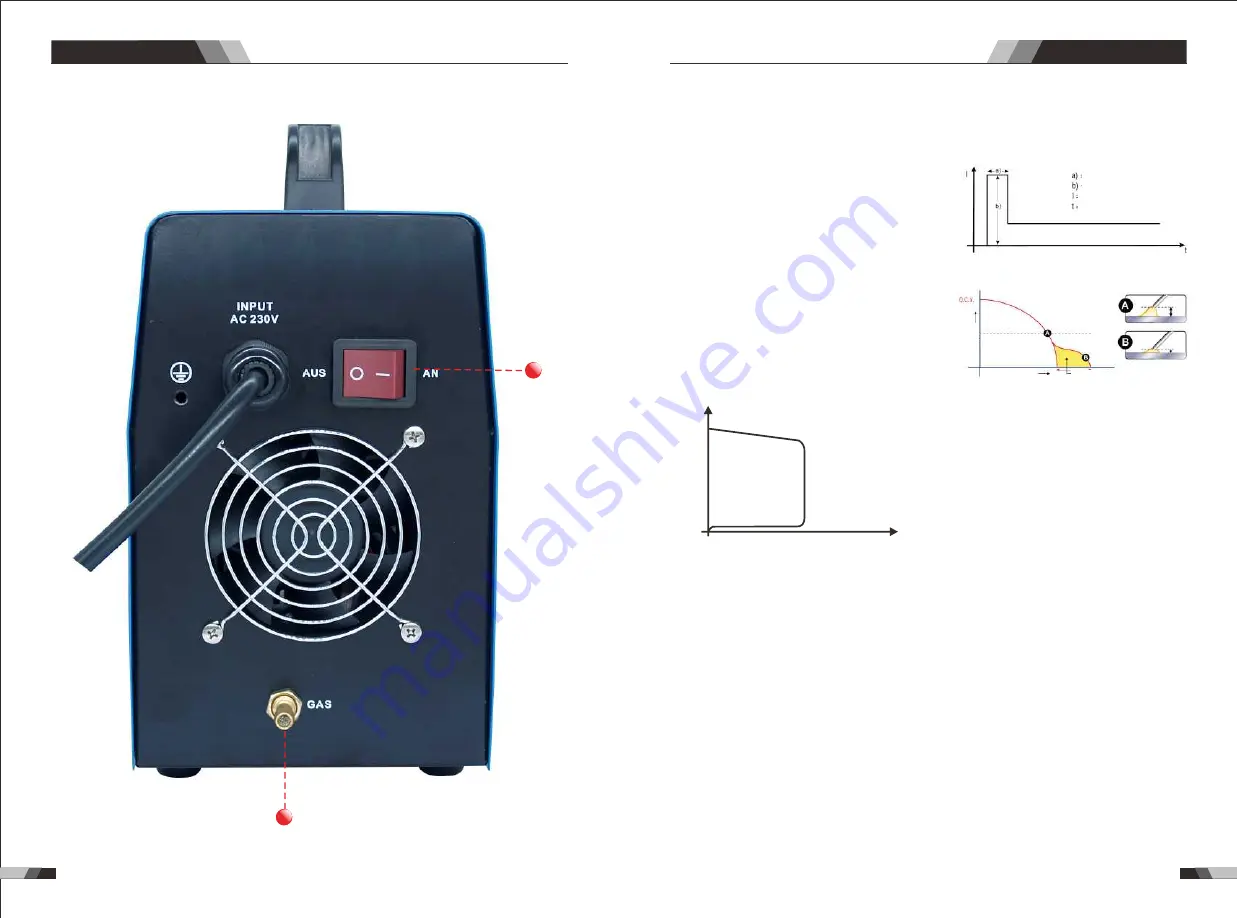
2. Warmstart
Warmstart entzündet die Elektrode und schmilzt
perfekt um sogar beim Start der Schweißnaht
perfekte Qualität zu garantieren. Diese Funktion
macht fehlerhafte Verschmelzung zu einem
Problem der Vergangenheit und reduziert die
Nahtüberhöhung stark.
Warmstartzeit
Warmstart Stromstärke
Schweißstromstärke
Zeit
Arc Force Korrektur
Während des Schweißvorganges verhindert
der Lichtbogendruck, dass die Elektrode mit
erhöhter Stromstärke im Schmelzbad klebt.
Dies vereinfacht es mit Großtropfen Schmel-
zelektroden bei niedriger Stromstärke bei
kleinem Bogen zu arbeiten.
ARC FORCE KORREKTUR
L
ic
h
tb
o
g
e
n S
tr
o
m
s
tä
rk
e
(
A
m
p
e
re
)
Schweißstromstärke (Ampere)
Anpassbare Arc Force Korrektur
Anti-Stick verhindert, dass die Elektrode glühen.
Sollte die Elektrode trotz der Arc Force Vorrichtung kleben,
gibt die Anlage innerhalb von 1 Sekunde den eingestellten
Maximalstrom ab, was das Festkleben und Überhitzen der
Elektrode verhindert. Dadurch können Elektrode und
Elektrodenhalter einfach von dem Schweißgerät entfernt
werden.
Antistick
A
n
ti
s
ti
c
k
U
I
3. Mode Knopf
Drücken Sie die Taste MODE zum Umschalten zwischen Wechsel- und Gleichstrom in
den Schweißmodi LIFT TIG, HF TIG und STICK.
4. Aktueller Einstellknopf / Funktionsauswahl
Wenn sich der Knopf im Uhrzeigersinn dreht, wird der Schweißstrom größer und der Strom
gegen den Uhrzeigersinn wird kleiner.
Um verschiedene Programmierparameter (mit dem Punkt "13") auszuwählen, drücken Sie
auf den Knopf, um zu entspannen und verwenden Sie diesen Vorgang, um verschiedene
Funktionen auszuwählen.
5. Zeitindikator
Beim Einstellen des Programms beim Gasvorlauf, Stromanstieg, Stromabsenkung und
Gasnachlauf wird die Zeit (in Sekunden) angezeigt.
6. Stromstärkenanzeige
Beim Einstellen des Programms in Maximal-, Grund-, Schlussstromstärke und rem ist
die Anzeige an.
Rückseite







































































