

























17
18
Inbetriebnahme
Inbetriebnahme
AC/DC SERIENAUSRÜSTUNG
AC/DC SERIENAUSRÜSTUNG
7. Prozentanzeige
Beim Einstellen des Programms im Puls Arbeitszyklus ist die Prozentanzeige an.
8. Frequenzanzeige
Beim Einstellen des Programms bei der Pulsfrequenz ist diese Anzeige an.
9. Betriebszustandanzeige
Die Betriebszustandsanzeige leuchtet auf, wenn der Ein-/Ausschalter in ON Stellung
befindet und der richtige Netzstrom vorhanden ist.
10. Anzeigeleuchte thermische Überlast
Als Schutzeinrichtung ist die Schweißstromquelle mit einem sich automatisch zurü-
cksetzendem Thermostat ausgestattet. Bei Überschreitung der Einschaltdauer der
Stromquelle leuchtet die Anzeigeleuchte auf und weist damit auf Überhitzung des
Geräts hin. Wenn die Anzeigeleuchte anleuchtet, ist die Leistungsabgabe der Sch-
weißstromquelle deaktiviert. Sobald sich das Gerät abkühlt, erlischt diese Anzeige-
leuchte, und der Übertemperaturzustand wird zurückgesetzt. Beachten Sie, dass
der Netzschalter eingeschaltet bleiben muss, damit der Lüfter weiterlaufen kann und
das Gerät somit ausreichend gekühlt wird. Schalten Sie bei Thermischer Überlast
das Gerät niemals aus.
11. Trigger Knopf (nur im Modus HF TIG und LIFT TIG)
Die Taste dient zum Umschalten des Brennerschaltermodus zwischen den Funktionalitä-
ten 2T (normaler Modus) und 4T (Rastmodus).
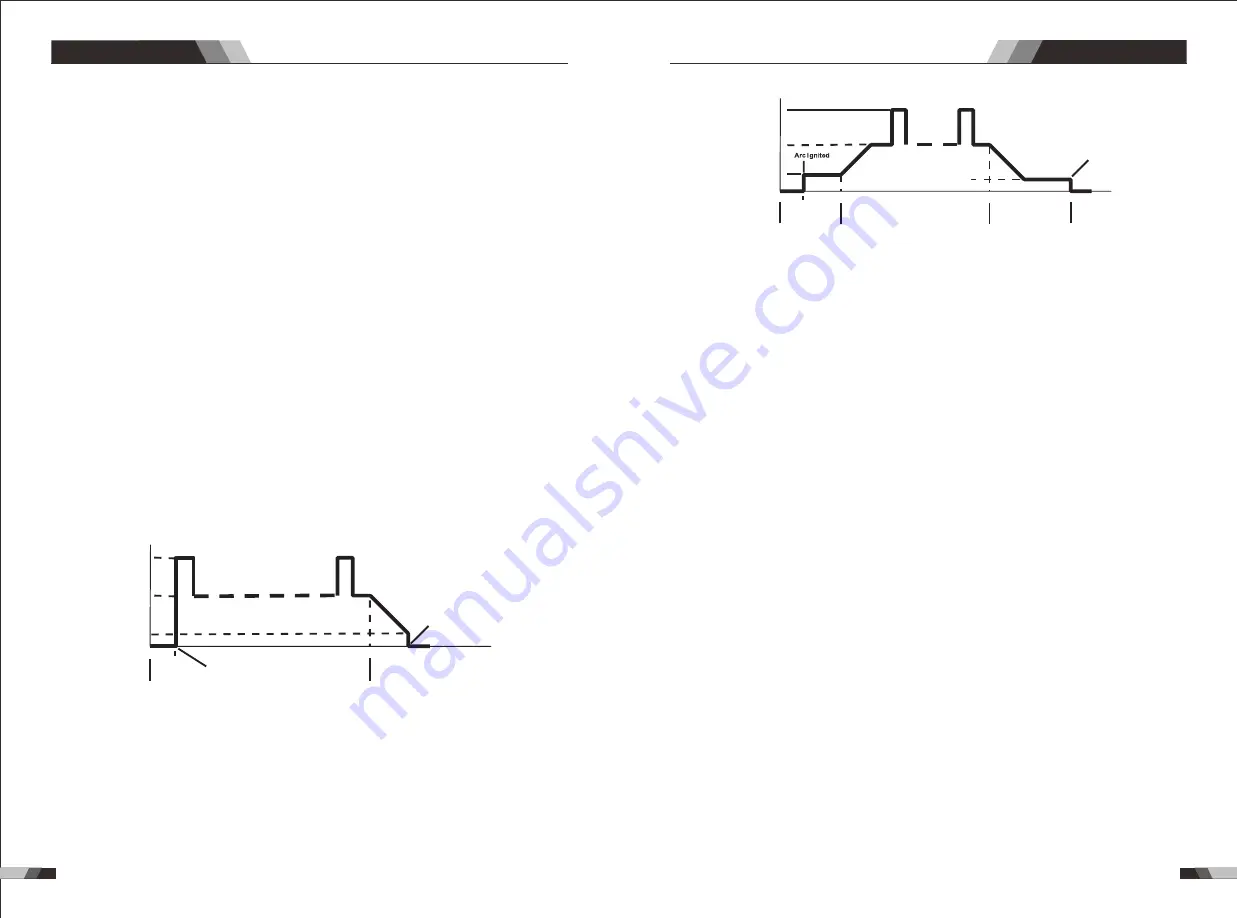
2T-Modus (Normalmodus) In diesem Modus muss der Brennerschalter für die Dauer der
Schweißstromabgabe gedrückt bleiben.
Drücken Sie den Brennerschalter und halten Sie ihn gedrückt, um die Schweißstromquelle
zu aktivieren (schweißen). Geben Sie den Brennerschalter frei, um den Schweißvorgang
zu beenden.
Ampere
hohe
Stromstärke
minimale
Stromstärke
geringe
Stromstärke
Gas
Vorlauf
Drücken & Halten
des Auslösers
Entzündung des Lichtbogens
Loslassen
des Auslösers
Gas Nachlauf
Erlöschen des Lichtbogens
Stromabsenkung
Zeit
Dieser Schweißmodus wird vorwiegend für lang andauernde Schweißvorgänge verwendet,
um die Ermüdung des Schweißers zu reduzieren. In diesem Modus kann der Schweißer den
Brennerschalter drücken und wieder freigeben, die Schweißstromabgabe wird dabei nicht
unterbrochen. Zum Deaktivieren der Schweißstromquelle muss der Brennerschalter erneut
gedrückt und freigegeben werden. Auf diese Weise muss der Schweißer den Brennerschalter
nicht ständig gedrückt halten.
Hinweis:
Beachten Sie, dass die Stromquelle beim TIG-Schweißen (HF-TIG-Schweißen
und TIG-Abstandsschweißen) solange aktiviert bleibt, bis die ausgewählte Stromabfallphase
abgelaufen ist
Ampere
hohe
Stromstärke
Ausgangs-
stromstärke
geringe
Stromstärke
Gas
Vorlauf
Drücken & Halten
des Auslösers
Drücken & Halten
des Auslösers
Entzündung
des Lichtbogens
Gas Nachlauf
Zeit
Loslassen
des Auslösers
Loslassen
des Auslösers
Stromanstieg
Stromabscnkung
Schweißstrom
15. Minus-Schweißanschluss
Der Schweißstrom fließt von der Stromquelle über Hochleistungsanschlüsse mit Bajonet-
tverriegelung. Es ist jedoch darauf zu achten, dass der Stecker eingesteckt und festgezogen
ist, um einen guten elektrischen Anschluss zu gewährleisten.
14. Plus-Schweißanschluss
Der Schweißstrom fließt von der Stromquelle über Hochleistungsanschlüsse mit
Bajonettverriegelung. Es ist jedoch darauf zu achten, dass der Stecker eingesteckt und
festgezogen ist, um einen guten elektrischen Anschluss zu gewährleisten
16. Schutzgas Austritt
Der Schutzgas-Austritt auf der Frontblende ist ein schneller Anschluss einer geeigneten
TIG-Brenner.
17. 5-polige Steuerbuchse
Die 5-polige Buchse wird zum Anschließen eines Brennerschalters oder einer Fernbe-
dienung an die Schaltkreise der Schweißstromquelle verwendet.
19. Gaseingangsschnittstelle
D i e G a s s c h n i t t s t e l l e i s t m i t d e m A u s g a n g s a n s c h l u s s d e s p n e u m a t i s c h e n Ve n t i l s
v e r b u n d e n , u n d n a c h d e m d i e Ve r b i n d u n g a b g e s c h l o s s e n i s t , w i r d e r f a s s t , o b e i n
G a s l e c k p h ä n o m e n v o r l i e g t .
13. Anzeigeleuchten für Programmierparameter
Diese Anzeigeleuchten leuchten während der Programmierung auf.
18. Der Power - schalter
Nachdem die Stromversorgung eingeschaltet wurde, wird der Powerschalter auf “AN”
geschaltet. Die Maschine kann nun in Gebrauch genommen werden. Zum Abschalten
Gerätes den Powerschalten auf “AUS” schalten und die Stromversorgung trennen.
12. Prozess Knopf
Die Prozess-Wahltaste dient zur Auswahl des gewünschten Schweißmodus. Es stehen
Zwei Modi zur Auswahl: GTAW (TIG), Manuelles Schweißen mit Stabelektrode (STICK).







































































