



























41
42
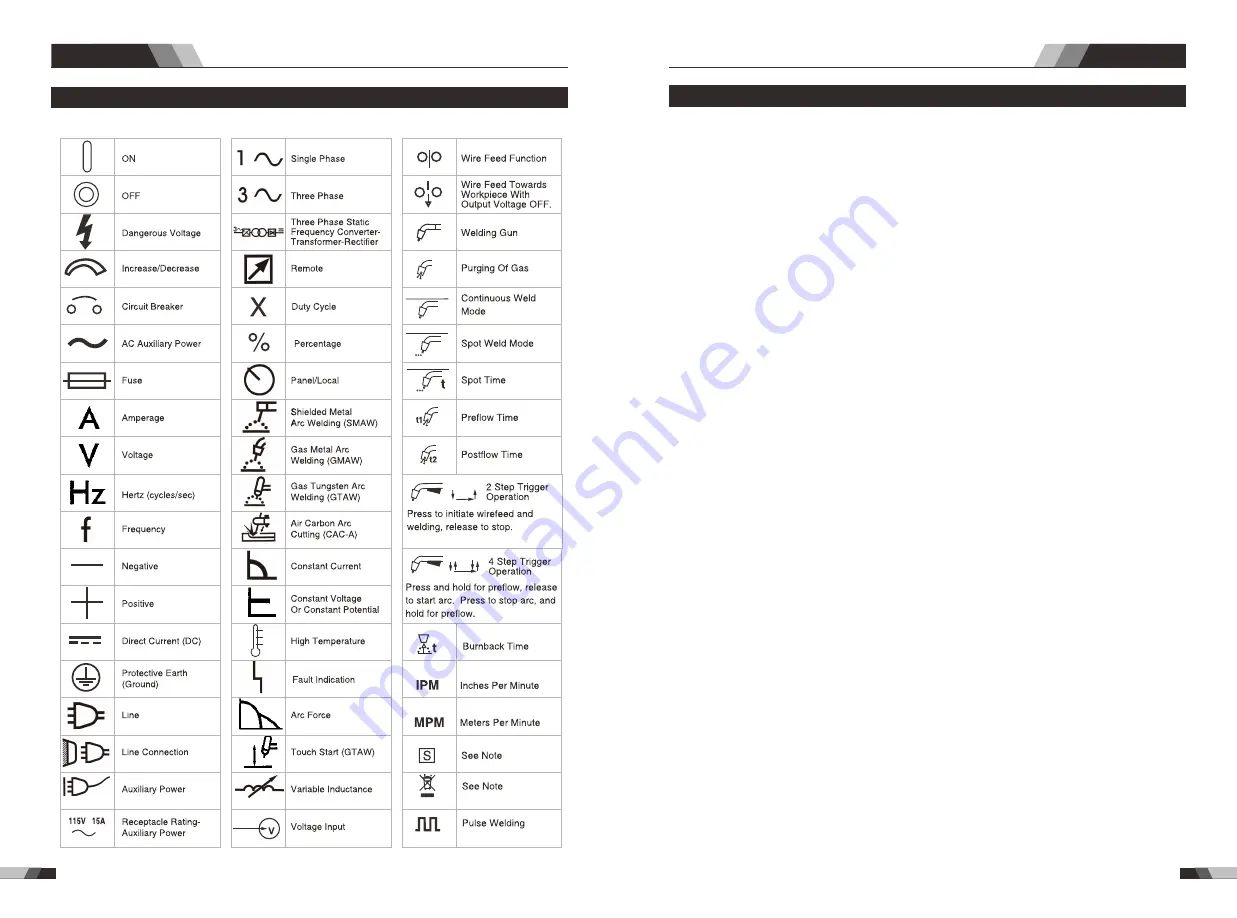
1.3 Symbol Chart
Note that only some of these symbols will appear on your model.
Safety instructions
AC/DC WIG SERIES EQUIPMENT
2.1 Brief Introduction
AC/DC WIG 200D
welding machine adopts the latest pulse width modulation (PWM)
technology and insulated gate bipolar transistor (IGBT) power module, which can change
work frequency to medium frequency so as to replace the traditional hulking work frequency
transformer with the cabinet medium frequency transformer. Thus, its characterized with
portable, small size, light weight, low consumption and etc.
The parameters on the front panel all can be adjusted continuously and steplessly, such
as start current, crater arc current, welding current, base current, duty ratio, upslope time,
downslope time, pre-gas, post-gas, pulse frequency, AC frequency, balance, hot start, arc
force etc. When welding, it takes high frequency and high voltage for arc igniting to ensure
the success ratio of igniting arc.
AC/DC WIG 200D Characteristics:
◆
MCU control system, responds immediately to any changes.
◆
High frequency and high voltage for arc igniting to ensure the success ratio of igniting
arc, the reverse polarity ignition ensures good ignition behavior in TIG-AC welding.
◆
Avoid AC arc-break with special means, even if arc-break occurs the HF will keep the
arc stable.
◆
Pedal control the welding current.
◆
In DC TIG without HFopertation, If the tungsten electrode touches the workpiece when
welding, the current will drop to short-circuit current to protect tungsten.
◆
D o u b l e p u r p o s e s : A C i n v e r t e r T I G / M M A a n d D C i n v e r t e r T I G / M M A , E x c e l l e n t
performance on AL-alloy, carbon steel, stainless steel, titanium.
According to choosing the front panel functions, the following five welding ways
can be realized.
DC MMA
DC TIG
DC Pulse TIG
AC TIG
AC Pulse TIG
◆
occoured, the alarm lamp on the front panel will be on and the output current will be cut
off. It can self-protect and prolong the using life.
I n t e l l i g e n t p r o t e c t i o n : o v e r - c u r r e n t , o v e r - h e a t , w h e n t h e m e n t i o n e d p r o b l e m s
1. For DC MMA, polarity connection can be chosen according to different electrodes;
2. For DC TIG, DCEP is used normally (workpiece connected to positive polarity, while
t o r c h c o n n e c t e d t o n e g a t i v e p o l a r i t y ) . T h i s c o n n e c t i o n h a s m a n y c h a r a c t e r s , s u c h
a s s t a b l e w e l d i n g a r c , l o w t u n g s t e n p o l e l o s s , m o r e w e l d i n g c u r r e n t , n a r r o w a n d
deep weld;
Summary
AC/DC WIG SERIES EQUIPMENT







































































