





















53
54
Operation
Operation
AC/DC WIG SERIES EQUIPMENT
AC/DC WIG SERIES EQUIPMENT
AC Balance Control
Controls arc cleaning action. Adjusting the % EN of the AC wave controls the width of the
etching zone surrounding the weld.
Note:
Set the AC Balance control for adequate arc cleaning action at the sides and in
f r o n t o f t h e w e l d p u d d l e . A C B a l a n c e s h o u l d b e f i n e t u n e d a c c o r d i n g t o h o w h e a v y o r
thick the oxides are.
Wider bead, good penetration
ideal for buildup work
Narrower Bead, Good Penetration
Ideal For Buildup Work
Wider bead and cleaning action
Narrower bead, with no visible cleaning
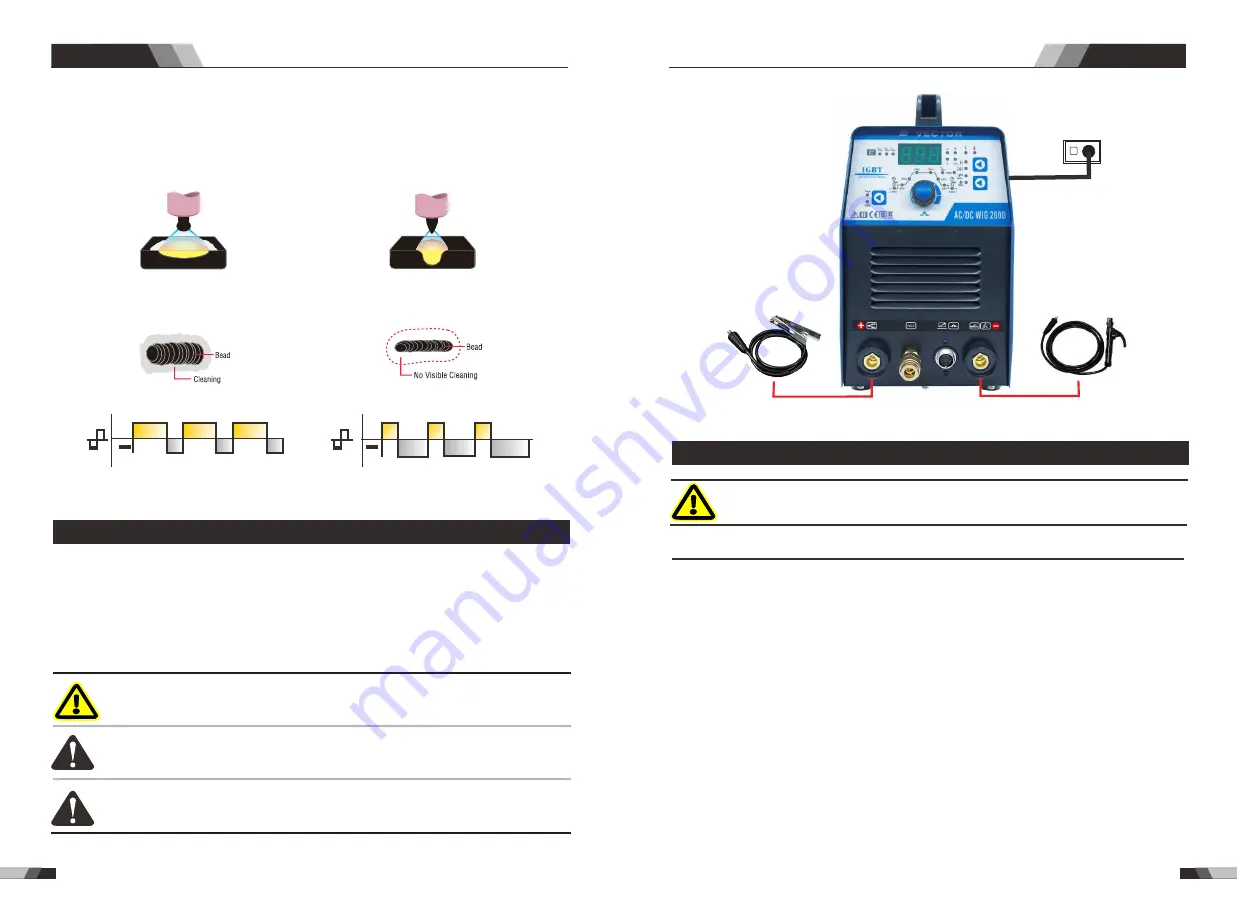
3.3 Setup For STICK (MMA) Welding
WARNING
B e f o r e c o n n e c t i n g t h e w o r k c l a m p t o t h e w o r k a n d
inserting the electrode in the electrode holder make
sure the mains power supply is switched off.
CAUTION
CAUTION
Remove any packaging material prior to use. Do not
block the air vents at the front or rear of the Welding
Power Source.
L o o s e w e l d i n g t e r m i n a l c o n n e c t i o n s c a n c a u s e
overheating and result in the male plug being fused
in the bayonet terminal.
For Alkaline Electrode,connect the electrode holder to the positive welding termimal
Electrode,please connect the electrode holder to the negative welding termimal and
manufacturer. Welding current flows from the Power Source via heavy duty bayonet type
terminals. It is essential, however, that the male plug is inserted and turned securely to
achieve a sound electrical connection. Select STICK mode with the process selection
control.
a n d c o n n e c t t h e w o r k l e a d t o t h e n e g a t i v e w e l d i n g t e r m i n a l , w h i l e f o r t h e A c i d
connect the work lead to the positve welding terminal.If in doubt consult the electrode
3.4 Set-up For LIFT TIG (GTAW) Welding
WARNING
Before any welding is to begin, be sure to wear all
appropriate and recommended safety equipment.
4. Slowly open the Argon Cylinder Valve to the fully open position.
5. Connect the work lead clamp to your work piece.
6. The tungsten must be ground to a blunt point (similar to a pencil) in order to achieve
optimum welding results. See illustration. It is critical to grind the tungsten electrode
in the direction the grinding wheel is turning. Grind at a 30 degree angle and never
to a sharp point.
7. Install the tungsten with approximately 1.6mm to 3.2mm sticking out from the
gas cup, ensuring you have correct sized collet.
8. Tighten the back cap.
The following set up is known as Straight Polarity or DC electrode positive. This is
commonly used for DC LIFT TIG welding on most materials such as steel and stainless
steel.
1. Switch the ON/OFF Switch (located on the rear panel) to OFF.
2. Connect the work lead cable to the positive output terminal, and the LIFT TIG Torch
cable to the negative output terminal.
3. Connect the gas line/hose to the proper shielding gas source.
NOTE
power supply
Electrode Holder
Earth Clamp







































































