
















63
64
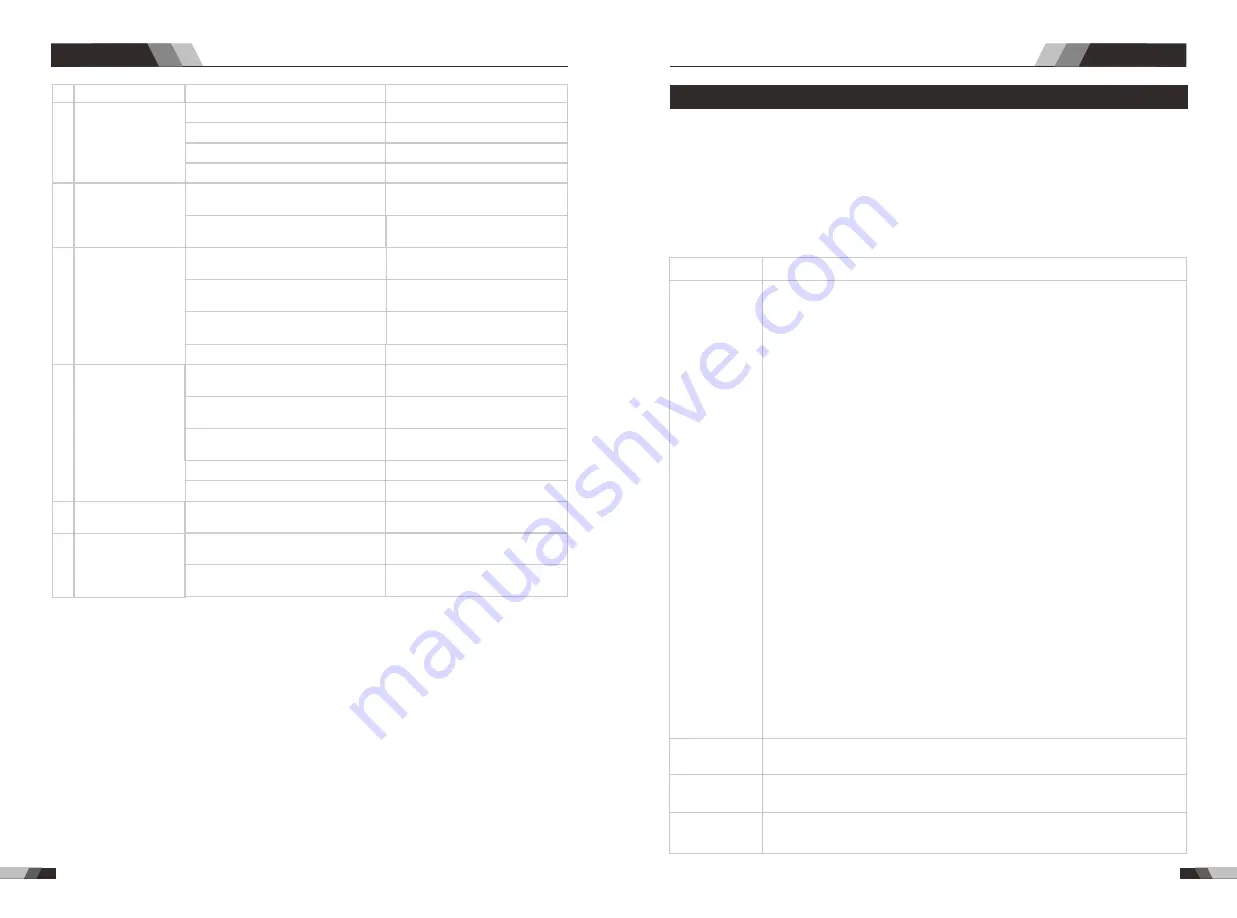
Troubleshooting
Nr.
16
17
18
Troubles
Solution
Over-heat protection ,too much
welding current
Reduce the welding current
Reduce the welding time
Over-heat protection ,working too
much time
Over-current protection, current in
the main circuit is out of control
Tig torch is connected to the
positive terminal
Tungsten electrode is too big for
the welding current
Check the earth clamp position on
the work piece
Check and repair main circuit
and drive board
Connect the tig torch to negative
terminal
Adjust the position of earth clamp
Select the correct size of tungsten
electrode
Thermal overload
indicator light is on
Tig electrode melts
when welding
Arc flutters during
Tig welding
Reasons
15
The penetration
of molten pool is
not enough
Adjust the distance from torch
to work piece
Use the suitable length from
manufacturer
Increase the welding current
The welding current is adjusted
too low
The arc is too long in the welding
process
The power cable or the welding
cable is too long
Repair or change it
Change to suitable setting
Control board is broken
AC Width adjustment is not correct
13
14
Repair or change it
Check the power supply
Change the fan
Change it
Change it
No AC output
while selecting
"AC"
The welding
current displayed
isn't accordant
with the actual
value
The power board is broken
Input voltage is too low
Fan is broken
The AC drive board damaged
The AC IGBT/IGBT module damaged
The min value displayed isn't
accordant with the actual value
Adjust potentiometer Imin on
the control board
Adjust potentiometer Imin on
the control board
The max value displayed isn't
accordant with the actual value
AC/DC WIG SERIES EQUIPMENT
AC/DC WIG SERIES EQUIPMENT
Observe that whether panel knob and switch in the front and at the
back of arc welding machine are flexible ane put correctly in place.If
the knob has not been put correctly in place, please correct, If you can’t
correct or fix the knob, please replace immediately
If the switch is not flexible or it can’t be put correctly in place, please
replace immediately; Please get in touch with maintenance service
department if there are no accessories
A f t e r t u r n - o n p o w e r, w a t c h / l i s t e n t o t h a t w h e t h e r t h e a r c w e l d i n g
machine has shaking, whistle calling or peculiar smell. If there is one
o f t h e a b o v e p r o b l e m s , f i n d o u t t h e r e a s o n t o g e t r i d o f , i f y o u c a n ’ t
find out the reason, Please contact local this area agent or the branch
company
Observe that whether the display value of LED is intact. If the
display number is not intact, please replace the damaged LED. If it still
doesn’t work, please maintain or replace the display PCB
Observe that whether the min/max value on LED accords with the set
value.If there is any difference and it has affected the normal welding
craft, please adjust it
Check up that Whether fan is damaged and is normal to rotate or control
. If the fan is damaged,please change immediately.If the fan does not
rotate after the arc welding machine is overheated, observe that whether
there is something blocked in the blade,if it is blocked,please get rid of;
If the fan does not rotate after getting rid of the above problems, you can
poke the blade by the rotation direction of fan.If the fan rotates normally,
the start capacity should be replaced; If not, change the fan
Observe that whether the fast connector is loose or overheated. If
the arc welding machine has the above problems,it should be fastened
or changed
Observe that Whether the current output cable is damaged. If it is
damaged, it should be wrapped up, insulated or changed
Using the dry compressed air to clear the inside of arc welding machine.
Especially forclearing up the dusts on radiator, main voltage transformer,
inductance, IGBT module, the fast recover diode and PCB, etc
Check up the bolt in arc welding machine,if it is loose,please screw
down it.If it is skid, please replace.If it is rusty,please erase rust on bolt
to ensure it works well
Whether the actual current accords with the displaying value.If they
does not accord, they should be regulated.The actual current value can
be measured by the adjusted plier-type ampere meter
Measure the insulating impedance among the main circuit,PCB and
case, if it below 1MΩ,insulation is thought to be damaged and need to
change, and need to change or strengthen insulation
Date
Daily
examination
Monthly
examination
Quarter-
yearly
examination
Yearly
examination
Maintenance item
◆
Warning:For safety while maintaining the machine, please shut off the
supply power and wait for 5minutes,until capacity voltage already drop
to safe voltage 36V!
6.1 Maintenance
In order to guarantee that arc welding machine works high-efficiently and in safety,it must
be maintained regularly.Let customers understand the maintenance methods and means
of arc welding machine more, enable customers to carry on simple examination and
safeguarding by oneself,try one’s best to reduce the fault rate and repair times of arc
welding machine, so as to lengthen service life of arc welding machine.Maintenance
items in detail are in the following table.
Maintenance







































































