Care and Maintenance
10
________________________________________________________________________________________
_______________________________________
-
4
D
F
K
G
P
Page 1: ...Operating Manual...
Page 2: ...ment Therefore there can appear differ ences between these operating instructions and your unit Also errors cannot be totally excluded Therefore we ask for your understanding that from descriptions in...
Page 3: ...1 Electronic devices 1 4 1 8 Compressed air 1 4 2 Safety 2 1 Symbol and explanation of directions 2 1 2 2 Definitions 2 1 2 2 1 Correct use 2 1 2 2 2 Residual risk 2 1 2 2 3 Expert Personal 2 1 2 2 4...
Page 4: ...5 2 1 4 Fitting and tensioning of Y Axis drive belt 5 6 5 2 1 5 Fitting X Axis counter 5 8 5 2 1 6 Fitting X Axis ve and X Axis ve limit switches 5 9 5 2 1 7 Fitting emergency stop pullwire 5 10 5 2...
Page 5: ...e 9 16 9 1 7 1 Performing a glue tape test 9 18 9 1 7 2 Manually purging glue cartridge 9 21 9 1 8 Selecting 360 degree setting for Butt Joint or Open Board 9 23 9 1 8 1 360 Degree Operation 9 24 9 1...
Page 6: ...back by Bump Bar 9 73 9 4 3 2 Aggregate retracted by Bump Bar 9 74 9 4 3 3 Aggregate retracted by Bump Switch 9 75 9 4 4 Special Sequences 9 79 9 4 4 1 Setting trigger points 9 80 9 4 4 2 Setting up s...
Page 7: ...lication This contour bander is for the automatic application of a wide range of banding materials to contoured panels 1 3 2 Operation The workpieces are clamped to the worksurface using vacuum cups a...
Page 8: ...____________________________________________________________________________________ _______________________________________ 1 2 1 4 Machine Dimensions MODEL VECTOR Revolution 180 WIDTH 2606mm HEIGHT...
Page 9: ...Technical Data 1 ________________________________________________________________________________________ _______________________________________ 1 3...
Page 10: ...kness min mm max mm 16 36 External radius min mm 20 Internal radius min mm 50 1 6 Connected Load Basic machine units For total connected load of machine see serial plate Model VECTOR Revolution 180 40...
Page 11: ...ed NOTICE provides technical information for the best and most efficient use of the machine unit The abovementioned advice applies only to the section immediately following the notice 2 2 Definitions...
Page 12: ...when operated incorrectly or used for the incorrect purpose by untrained personnel Use for the correct purpose also assumes compliance with the manufacturer s specifications regarding assembly disman...
Page 13: ...nal features must be safe against inadvertent switch on for example by a padlock on the master switch Remove the safety equipment only when the machine has come to a standstill and the master switch h...
Page 14: ...gers which exist around these two areas Access to these areas should never be made when the machine is running The movements of the operating arm and axes is limited to below 25m min minimising any ri...
Page 15: ...om hooking up the machine to machines or products made by other manufacturers Protect yourself by wearing effective protective clothing Do not wear rings chains wristwatches or the like Long hair must...
Page 16: ...ent as well as resuscitation equipment 2 Provision of equipment required for the purpose of saving life and health of affected personnel especially rescue and recovery facilities 3 Provision of traine...
Page 17: ...y for damage and operating problems resulting from non compliance with these instruction If difficulties are nevertheless encountered please contact our after sales service department or one of our re...
Page 18: ...cal nature that shall not be duplicated distributed or used for the purposes of competition nor communicated to third parties without authorisation whether in their entirety or in part 3 4 Address PO...
Page 19: ...n the units to be performed without hindrance Select the clearance on the intake and discharge sides and on the lengthways operator s side on the basis of your biggest possible workpiece 4 3 Setting u...
Page 20: ...area or assembly location Please refer to the enclosed order sheet for the load bearing capacities of the handling equipment A fork lift or crane must be used and lift trucks or conveyor rollers reinf...
Page 21: ...the container clear of the doors so as to give the strops a good purchase At the rear of the container three strops are used One ties from the rear left of the container forward and across behind the...
Page 22: ...now be pulled further from the container until such time as the lifting points 3 are revealed At this point if a crane is being used a second set of strops can be affixed enabling the entire machine t...
Page 23: ...it loops up over the front cover so as to prevent damage to the covers and switchgear Care must also be taken when removing the machine finally from the container that it does not drop down onto the c...
Page 24: ...to lift the entire machine and carefully negotiate the machine out of the container Alternatively the machine can be jacked onto skates positioned at 7 and rolled clear When transportation is by truc...
Page 25: ...1 Re fitting of components removed for transportation The following items are removed for the purpose of transporting the machine in a container This is due to the limitations in width of the contain...
Page 26: ...d is pushed up against the adjusting points 16 This has been factory set and should require no adjustment for alignment provided the adjusting screws are touching their reference surface 17 A cable ma...
Page 27: ...when installing this that it is rolled in the correct direction off the table so as not to wind a twist into the cables If on rolling into position the cables do not sit easily and without tension the...
Page 28: ...Assembly 5 ________________________________________________________________________________________ _______________________________________ 5 4 24 23 25 22 20 25 20...
Page 29: ...to the X ve belt clamp 28 at the end of the machine during transportation and should be unrolled and aligns in a tooth down orientation The belt can then be rolled along the length of the machine and...
Page 30: ...t not tight Note the clamping block position Now adjust the adjusting screw until the block has moved 10mm This is the correct tension NOTICE In the first weeks of operation the timing belts of both a...
Page 31: ...____________________________________________________________ _______________________________________ 5 7 Y Axis belt fixing rear end Y Axis belt fixing front end Y Axis belt fixing in position Y Axis...
Page 32: ...a quadrature pattern up up down down so that they up and down count Counting pattern Counter 1 Counter 2 These counters 34 35 are mounted on a bracket 36 and are factory set These are bolted to the bo...
Page 33: ...r is reading in the wrong direction as per the control screen 15 the counters can be reversed in the electrical box refer wiring diagram 5 2 1 6 Fitting X Axis Positive and Negative Limit Switches The...
Page 34: ...or lens NOTICE The pullwire extends all the way around the machine and connects back onto the plate which supports the switch mechanism Ensure the wire is sitting correctly in each pulley and test the...
Page 35: ...edgeband coil support The edge band coil support 42 is fixed to the side of the cover guard for the head using the screw at point 43 Run the pneumatic hoses which protrude from the side of the cover g...
Page 36: ...m hose 46 connects into the rod end of the cylinder 45 The Cylinder extends and retracts to drive a ratchet which rotates the tape coiler The side curtain 51 is also fitted to the side cover 52 The re...
Page 37: ...checking that the axis end limits 33 IMPORTANT These should be stored for any future transportation requirement Brackets are shown below There are brackets on the X rails 41 either side of the y arm...
Page 38: ...ent A 16 21 30 40 55 76 96 120 144 184 Connection H07 RNF cable copper Cu Nom section mm2 2 5 2 5 4 6 10 16 25 35 50 70 Input Pre fusing A 20 25 35 50 63 80 100 125 160 200 Comply with local regulatio...
Page 39: ...counter To test the inputs for the end limit switches go to the control screen and press the troubleshooting button 16 When in the troubleshooting page it is now possible to access the wiring diagram...
Page 40: ...nction IMPORTANT This check must be made prior to performing a GENERAL SET 5 3 4 Testing axis counting direction The counters are tested by viewing the X axis counter on the control screen refer 5 2 1...
Page 41: ...each tooth and that a good positive quadrature signal is being achieved it should be a reasonably even spacing between each state change of a proximtiy Perform the same test for both X and Y axes 5 4...
Page 42: ...been switched by the factory to the correct direction of rotation To check the direction of rotation for the entire machine jog the vacuum pump and check the fan direction to match the arrow on the fa...
Page 43: ...n This machine is based on years of practical experience and incorporates the results of extensive studies in research and development 6 2 Design 1 Feet 2 Plinth 3 Emergency Stop Mushroom 4 Control Co...
Page 44: ...ktable via a vacuum system The Pods are placed appropriately to provide stable fixing for the panel without interfering with the performance of the machine The design is such that the exact positionin...
Page 45: ...Lift after em stop 713 Functions page access 713 Start with glue off 715 Load Save page access 716 Scraper control 717 Trimmer control 718 Glue control 719 Start positions setting access 720 Panel typ...
Page 46: ...____________ 7 2 By touching the control screen below each icon 732 it is possible to enter the advanced controls page for that icon For example by touching on the words GLUE below the Glue icon it wi...
Page 47: ..._____________________________________ 7 3 Status such as glue temperature and other settings are shown below the icon descriptions 733 This image shows the advanced controls page for the Glue settings...
Page 48: ..._______________ _______________________________________ 7 4 The following image shows the control elements for vacuum and emergency stop on the machine frame 735 Vacuum control switch es 736 Vacuum st...
Page 49: ...machine will not set the following is a list of alarm interlocks Emergency Stop Mushroom on control Panel 823 Safety Gate optional Emergency Stop Pull Wire 806 Air Pressure Switch 830 Variable Speed...
Page 50: ...Start Up 8 ________________________________________________________________________________________ _______________________________________ 8 2 828 829 817 831 806 823 818...
Page 51: ...s movements are free from obstruction prior to performing a general set so as to avoid the possibility of damage 8 1 2 Switching off Ensure the machine is stopped and in it s park position with the Ag...
Page 52: ...ly be re started after releasing the red button lock and clearing the error messages with the reset button 828 8 1 4 Power failure The machine is safety protected and will not re start on its own afte...
Page 53: ...f the machine General Set message will not clear it is because one or more of the axes has not set Check for obstructions Refer section 11 Trouble shooting It is possible to view the drive controls in...
Page 54: ...the tape required for the job to be performed Place the tape coil on the tape tray 901 such that the tape unwinds off the tray in an anti clockwise direction when viewed from above Place the top tape...
Page 55: ...rol switch 988 see 07 Control Panel rotate the C Axis fully until it reaches it s clockwise limit when viewed from above Alternatively it is possible to use the Tape Change function which can be found...
Page 56: ...__ 9 3 Push the end of the edgeband into the tape winder ring 903 and rotate the head anti clockwise to bring this band end around behind the winder Lead the band from the tape coil directly through t...
Page 57: ...the top infeed guide may require loosening to allow the band into the guide system The top infeed guide 908 should be adjusted using the adjuster screw 909 to allow the tape a free movement in the gui...
Page 58: ...o loose the tape can ride up and down on the panel This can especially cause problems if the leading edge is not sitting on the correct line when laying onto the panel If this is so it is likely the b...
Page 59: ...pushing down too hard the tape will not track perfectly along the top of this guide pin 975 If the next workpiece has a butt join ie A 360 degree banding of the top then the end of the band needs to...
Page 60: ..._______________________ 9 7 The functions page is accessed via the Function icon 89 on the main page Saw mode is then activated by pressing the Saw Mode button 992 on the functions page Danger of inju...
Page 61: ...of the tape is not important provide it is square For either cycle 360 or non 360 the tape should always start in line with the cut line 932 of the end trim Note activating the tape present switch 911...
Page 62: ...he nozzle 913 Element 1 Comb element for melting the cartridge 914 Element 2 Nozzle element 915 Dosing cylinder for controlling the glue flow 916 Dosing bar for metering the correct width of glue band...
Page 63: ...ally element 1 is set 5 degrees lower than the nozzle element which controls the final temperature of the glue onto the panel The temperature settings 923 are displayed on the control screen but are s...
Page 64: ...ness The glue flow is controlled by the dosing cylinder and dosing bar The dosing cylinder serves to rotate the dosing bar to align the appropriate slot of the dosing bar to the nozzle holes There are...
Page 65: ...controls screen at 996 and 997 The start and stop settings at 996 control the glue start and glue stop for a 360 degree butt join panel The start and stop settings at 997 control the glue start and gl...
Page 66: ...it finishes further from the end of the tape and similarly if the timer is increased the glue will stop later and be closer to the end of the tape The easiest way to set this is by running a panel and...
Page 67: ...ners High pressure is used at higher speeds These pressure regulators can be adjusted so that a good covering of glue is applied to the tape without it spilling over the top and bottom of the tape The...
Page 68: ...ozzle wiper plays a very important part in the consistency of butt joins Make sure this wiper is kept clean and adjusted so that it removes all glue from the face of the nozzle such that when the edgi...
Page 69: ...manually If sufficient of the previous cartridge is used then a new cartridge 971 will fit inside the chamber If not close the lid and the glue piston will automatically return to push on the existin...
Page 70: ...e which will perform better in higher quality glues Glue bond strength Dimensional tolerance of glue cartridges diameter Resistance to heat travelling along the cartridge causing sponginess in the non...
Page 71: ...9 1 1 and turn on the glue 9 1 2 Enter the Functions pageusing the icon 989 Ensure the Glue 926 is turned on and at temperature ie now low glue temp alarm Turn on the Tape Feed 994 The tape will be fe...
Page 72: ...unctions page again This will exit the Function Page and return to the Controls page while also stopping the feed At this point the edge material which has been fed over the nozzle remains pressed aga...
Page 73: ...nfeed guide 73 of the cartridge heater It can also be caused by inferior quality glue which may have variable viscosity characteristics or excess filler Ensure high quality glue of known quality is us...
Page 74: ...Manually purging glue cartridge Ensure the glue heating is turned on and at the desired temperature within the range of the glue manufacturers specification Enter the Functions page using the icon 989...
Page 75: ...also opens the glue dosing bar provided appropriate temperature is reached Glue will start to flow If the cartridge has not released from it s teflon infeed tube the glue flow will be slow Leave the...
Page 76: ...confirm 9 1 8 Selecting 360 degree setting for butt joint or open board There are two modes of cycle operation 360 degree involving applying edge material all of the way around the panel and finishin...
Page 77: ...has almost completed the 360 degree circuit of the panel the end of tape sensing arm 938 will automatically swing out and the feed speed will slow When the first sensing switch 934 is activated by the...
Page 78: ...and the setting for a 650mm radius join is 5 0mm then this difference should be recorded Thus if for any reason the digital counter needs calibration it is then a simple matter to re calculate the se...
Page 79: ...librated correctly the digital counter should read 1 00 If it does not read 1 00 lock the locking knob 936 but make sure the digital counter locking lever is released Remove the black adjusting knob 9...
Page 80: ...s These pods 960 are similar to standard vacuum cups except they are longer and have a section which allows the fixing of starting and finishing blocks 961 The purpose of these blocks is to allow each...
Page 81: ...is thinner than the workpiece the trimmer will drop down or up in the case of the lower trimmer and the trimmer will shave the panel There are 4 countersunk adjusting screws 962 on the top plate in t...
Page 82: ...hick It can be used as a pattern to make pod plates of different thicknesses It is shown here positioned as a Start block The same plate can be shifted laterally utilising the 3 rd 8 diameter hole 964...
Page 83: ...the EndPOD on which the Universal Pod Plate sits It is important that there is 45mm clearance from this baseplate to allow the trimmer tracer shoes clearance From this universal plate however it is p...
Page 84: ...e way Similarly when making a finish block the right hand side is used and the two right hand 8 dia holes 964 are used The radius on the end of this surface allows the head to travel around the end wh...
Page 85: ...because when the z axis reaches its lower limit the head will pause to allow the tape to finish pre feeding before it commences movement towards the workpiece When in non 360 degree mode it is possibl...
Page 86: ...matically when the convex sensor is off running along the edge of the panel feeling for the sensing cam 966 on the finishing pod This sensing trigger 966 is a plastic screw which screws into the M6 ho...
Page 87: ...controlled by parameter Length Cut R 953 when using the R field start position This value can be manually entered pulled from a previous setting programme or alternatively taught to the machine by the...
Page 88: ...L is at the left hand end of the machine and R is at the right when in Pendulum operation In Single field operation the machine bed is one large field and both L and R can be placed anywhere within th...
Page 89: ...d lower when the vacuum is turned on This control switch 945 has two spring return positions In its central position the vacuum and panel lifters remain in their existing state When switched to the le...
Page 90: ...anti clockwise limits during a cycle as this will cause an alarm shut down It is also important to consider the alignment of the head when doing a butt join so as to be aligned in either the X or y a...
Page 91: ...ng and to reposition the start position if this is likely to occur It is also possible to stop the machine in EMERGENCY STOP if it appears that lifting will cause damage to the head or worpiece In thi...
Page 92: ...y modifying the settings in the appropriate target field 944 or 945 This can be done by modifying the number s in the field by touching the field number and modifying using the popup keyboard This is...
Page 93: ...egative direction This is because the edgeband starts the cycle positioned at the end trim point 952 in the tape guide and as the cycle starts the head moves and lays the tape down 23 cm after the sta...
Page 94: ...or large panels a park position can be set for position 2 that will move the head away from the panel on completion to allow unloading and loading a new panel When the new panel is loaded pressing the...
Page 95: ...42 will move the head to the position highlighted The cycle will not start unless the head is in this position On completion of the cycle the head will automatically toggle to the opposite field posit...
Page 96: ...n the angle which it is facing at this point it will move at a slow speed until the sensor S28 Board sensor detects the edge of the panel The Screen message Approach Work will appear on the screen unt...
Page 97: ...ear on the screen status bar advising the reason Message Cause Remedy No Vacuum Vacuum status low Turn on Vacuum Not in Position X Y and C not at target Press Move to Position Check for obstruction Gl...
Page 98: ...g on a simple rectangluar shape with radiused corners on a 360 degree panel with butt join 993 Glue on ON 933 360 degree panel ON 950 Length Cut OFF 970 Endpods OFF 971 Special sequence OFF 972 Enable...
Page 99: ...trolled via horizontal and vertical tracer shoes These are both adjustable Start the cycle as per section 9 2 4 but with the glue turned off and the trimming turned on See section 9 2 1 1 for explanat...
Page 100: ...ill mean that only a small section of tape is trimmed and can be checked Further adjustment can then be made and the same panel can be used to further check the setup This means in most cases the trim...
Page 101: ...serves to control the basic shape of the radius Moving the show outward past the end of the cutter will reduce the amount of radius which is formed on the edge material Moving it back will create more...
Page 102: ...ide of the rail it is possible to use the screws to make small accurate adjustments to the tracer shoe This is done by adjusting the screws until they just touch the tracer shoe If for example the it...
Page 103: ...orner The reason for this is that as the shoe travels around tight corners the contact point of the shoe against the panel changes slightly For example on a small radius external corner the contact po...
Page 104: ...nversely moving the shoe downwards lifts the cutter away from the panel leaving more overhanging edge material To adjustment system for both the upper and lower blocks is the same but operates in oppo...
Page 105: ...nts to 0 2mm Now tighten the top set screw 991 which will pull the vertical shoe upward until the lower set screw 993 makes contact again with the fixed pin 992 Lock the screws 990 on the shoe For the...
Page 106: ...it is now possible to start the cycle with the glue turned off for the purpose of testing the scraping setup This is exactly as for running with the trimming on and glue off as in section 9 2 5 with...
Page 107: ...had banding applied already without trimming This enables the head to be stopped and started as it travels around the panel using the start button The cycle is started with the trimmer and scraper on...
Page 108: ...__________ 9 55 1 Ensure that the travel limiter screw s 903 are not preventing the scraper knife applying pressure to the workpiece The knife should be able to travel 0 5 1mm past the surface of the...
Page 109: ..._________ 9 56 Typically this pressure is set at 3 bar If the scraper is not performing correctly the first adjustment is to increase this pressure to say 4 bar Harder banding materials may require a...
Page 110: ...panel at the glue joint but should be slightly raised at the inside end so a visible light gap is present approximately 0 25mm See Fig 10 below at position 907 Fig 10 If adjustment is required this ca...
Page 111: ...t This will vary depending on the band material and the flatness of the workpiece If the workpiece is badly distorted it will be necessary to set the trimmers further away and hence have the scraper d...
Page 112: ...anced controls give extra ability for the operator to make setting adjustments according to specific conditions Usually these advanced controls remain hidden as they are not required for machine runni...
Page 113: ...nd for a 360 degree panel Glue Stop 360 0 1mm Distance from when the end of the band falls off the tape present switch to when the glue turns off Reducing this count moves the glue finish away from th...
Page 114: ...ere This allows the trimmer to float Start Trim 360 0 1mm Distance from commencement of edgeband to the point where the trimmer starts trimming for a 360 degree butt join panel Note the trimmer must s...
Page 115: ...oncave Scrape When this is set to OFF the scraper will automatically lift off when the curve becomes concave It will automatically recommence when the edge straightens again or goes convex On internal...
Page 116: ...s off after the bump bar returns to position Convex Speed Speed around tight convex corners as determined by the convex sensor dropping off the panel If the convex sensor remains on the panel such as...
Page 117: ...e function to slow the feed at the two transition points to ensure tighter glue bonds Pause speed convex Speed of pause 0 slowest possible speed which is set by the motor controller Same as speed at b...
Page 118: ...set by entering distance value in to screen or by setting large number 9999 and then pressing End Cycle at appropriate time This saves the correct distance Refer 9 1 8 2 Autocut R1 As for Autocut L1 b...
Page 119: ...n enables special sequences Refer section 9 4 1 973 Hold count bump bar Distance after bump bar is released before speed bias and roller pressure return to standard 975 Feed distance cm Display of fee...
Page 120: ...rs and large radius concave corners The design of the Vector Revolution 180 is such that little operator setting is required to handle these conditions The settings which are required are set from the...
Page 121: ...echanism has two motions The first is simply to push the bump bar back causing it to release the sensor 915 bump bar This releases the glue station for shallow internal corners The second mechanism is...
Page 122: ...corner sensor ceases to detect the following sequence occurs 1 After a time delay refer 9 3 4 Slow Delay Convex Advanced Controls Feed the feed motor slows to convex corner speed 2 As the rollers prog...
Page 123: ..._____________________________ 9 70 Image showing convex corner almost complete with convex sensor 911 swinging back over the top of the panel Usually it is not necessary to make any machine setting ch...
Page 124: ...sible to go much faster an consequently if large runs are being made with a certain panel cycle times can be reduced by increasing corner speed Pause Convex Refer 9 3 4 Advanced Controls Feed An expla...
Page 125: ...it will not slow when it reaches the radius at the end of the D unless the convex sensor first senses the edge Hence it is necessary to swing the convex sensor out as shown in Fig 1 Should a panel sh...
Page 126: ...ent operation during a cycle Thus when the aggregate approaches the concave condition the bump bar 915 makes contact with the panel This sends a signal to the PLC to change automatically a number of m...
Page 127: ...ully rather than just float on the bump bar For example in some wireways it might be desirable to prevent the glue station from pressing against the panel There is a small deflector bar 918 but in any...
Page 128: ...egate will not be pushed back naturally by the shallow shape of the panel it is necessary to Enable the Concave Sensor 970 Refer 9 3 6 Advanced Controls Panel Shapes This serves the dual purpose of en...
Page 129: ...tomatically slows until the glue station has swung back to about a 45 degree angle at which point the Glue back 45 sensor 935 is activated Now the glue station is floating As the aggregate 920 enters...
Page 130: ...will not allow it to trace the edge band perfectly and it will in fact travel over the surface of the panel with the potential to mark delicate surfaces In some instances it may be that the tight con...
Page 131: ...on its end NOTE There is an infinite number of possible combinations of Concave followed by Convex such as one might find in a wireway Which combination of Enable Concave and Retract on bump bar is us...
Page 132: ...the Special Sequences matrix which can be found in the icon Panel Shapes Refer section 9 3 for accessing Advanced Controls and 9 3 6 for Advanced Controls Panel Shapes The Advanced Controls Panel Sha...
Page 133: ...as setup and explained later in this section If we are using the Convex Sensor then Special Sequence 986 option we must set the feed count so that it is on the edge prior to where the special sequence...
Page 134: ...the Special Sequence Icon 979 This opens the Special Sequences page Provided the Special Sequence Enable 970 is ON and a feed value is set in the field positions 980 or 981 depending on which field is...
Page 135: ...on back on and off If the column count value eg 996 is 0 it is ignored The Auto Off position 995 is set by determining when you wish the entire Special Sequence to finish by jogging through the condit...
Page 136: ..._____________________ 9 83 9 5 Functions Page The functions page allows manual override of some functions To access the Functions Page touch the Functions ICON Enter the Functions page using the icon...
Page 137: ...end trim function 943 Join Sensor Arm Swings the join sensor arm out for ease of adjustment 951 Purge Glue Purges glue through the nozzle provided at set temp 946 Auto EndTrim L Manual operation of th...
Page 138: ...on the Functions page above This will open the following page Touching the header 978 drops down a menu of 3 options Controls saves all the settings on the Main page and all Advanced Controls pages S...
Page 139: ...d Controls screens Touch Create New 981 Type the name you wish to call the new setting programme in the heading box 982 Touch Snapshot PLC 983 which will update all the settings into the fields in the...
Page 140: ...ow in cycle Check vacuum pods for leaks Air Pressure Low Supply air press low Check supply air Safety hood not closed Hood open Close hood Board sensor during z up Head too close to panel Drive clear...
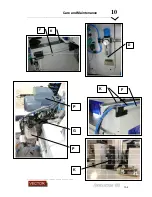
Page 141: ...the pneumatic supply system Clean the machine unit daily Remove shavings with a suitable brush or with an approved extractor system suitable for PVC shavings where applicable When blowing the machine...
Page 142: ...Linear bearings trimmer unit and spline 8 hrs Drip of light oil on rails and spline daily Trimmer unit should move vertically easily D Air service Unit 8 hrs Check for any condensate Drain if necessar...
Page 143: ...r motion bearings on each axis X Y and Z Kluber ISOFLEX NBU15 M Top tape guide 160 hrs Lubricate guide bars with light oil Guide must spring freely up and down N Motor Bearings 320 hrs Check for noisy...
Page 144: ...Care and Maintenance 10 ________________________________________________________________________________________ _______________________________________ 10 4 D F K F K G P P K...
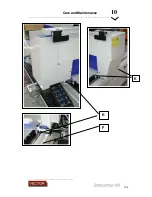
Page 145: ...Care and Maintenance 10 ________________________________________________________________________________________ _______________________________________ 10 5 K F K...
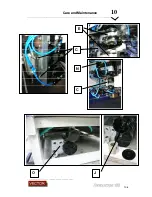
Page 146: ...Care and Maintenance 10 ________________________________________________________________________________________ _______________________________________ 10 6 J O N E C C...
Page 147: ...se door Replace contactor qualified tech req d 2 Machine will not set Set light pushbutton is lit but screen message emergency stop will not clear Insufficient air pressure at air maintenance unit Var...
Page 148: ...all technician Call technician 7 Drive wheels slipping on tape Rubber wheels dirty An obstruction is preventing axis from moving freely C Axis angle not correct Clean Clear obstruction Check encoder c...
Page 149: ...ULE 1 2 2 X Axis overspeed Axis movement exceeds limit speed Check for drive faults and reset 3 Y Axis overspeed Axis movement exceeds limit speed Check for drive faults and reset 4 Set Point outside...
Page 150: ...pe still present in sensor after run on after end of cycle 11 3 START PREVENT ALARMS These messages appear just above the alarm section on the control screen and indicate the present status of the mac...
Page 151: ...Notes 12 ________________________________________________________________________________________ _______________________________________ 12 1...