






















HP10E / HP12E / HP15E / HP20E - Dairy design
10. Appendix
10-5
© VEMAG 2013
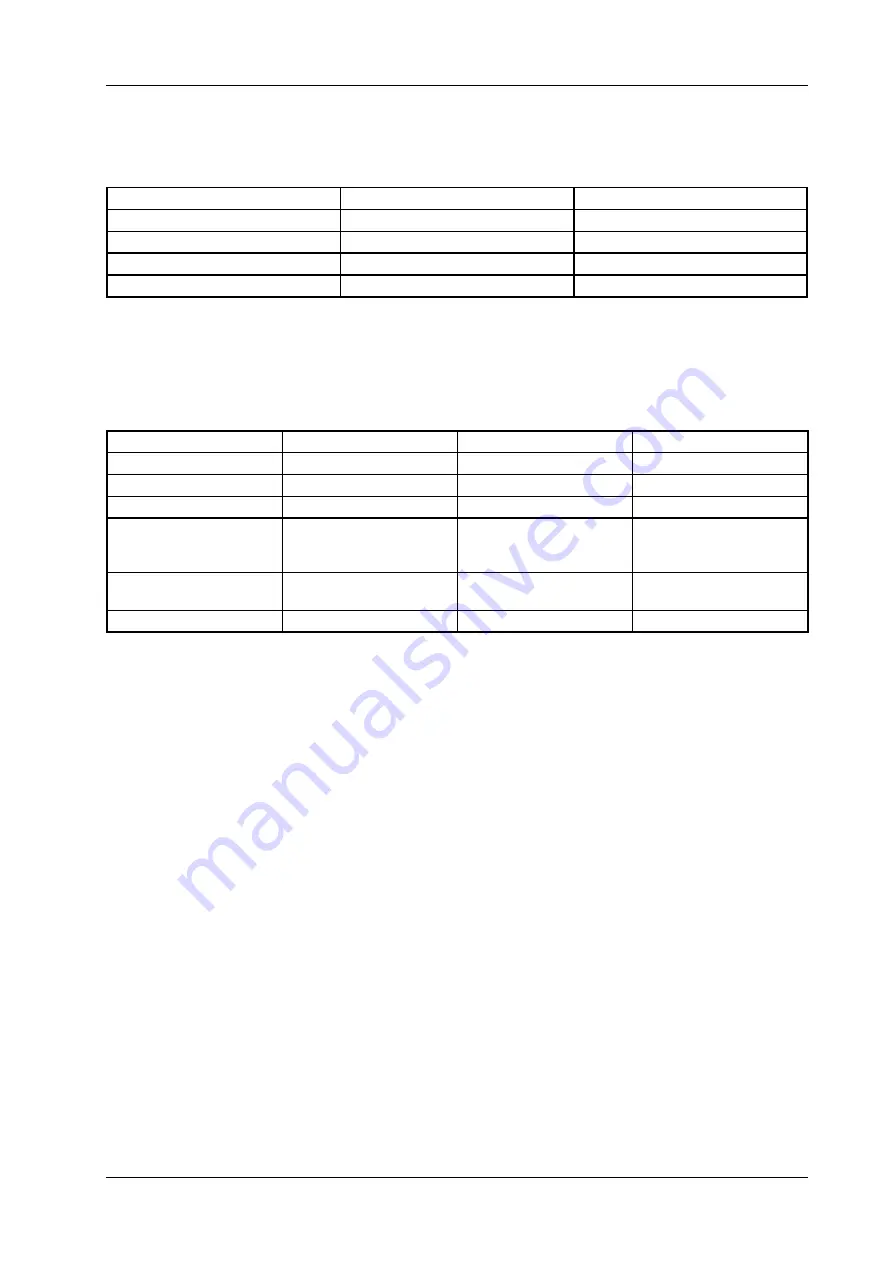
10.5 Accessories
10.5.1 Miscellaneous accessories
Component
Use
Order no.
Filling horn holder
-
148315000
Filling horn nut
for attaching filling horn
930100017
Blind plug
double screw housing
920001010
Cleaning plug
vacuum line intake pipe
142300600
10.5.2 Tools
The following tools are required for daily cleaning and for maintaining the
machine.
Tool
Use
Order no.
Scope of supply
Atomizer canister
lubrication
067287501
yes
Grease gun
lubricating feed system
067064001
yes
Grease gun hose
lubricating feed system
067064002
yes
WAF 80/30/50 universal
spanner
filling horn nut,
adjustable feet,
knee lever,
126030041
yes
WAF 13/17 double span-
ner
-
069120131
yes
Extraction device
double screw housing
114038000
yes
Summary of Contents for HP10E
Page 8: ......
Page 10: ...HP10E HP12E HP15E HP20E Dairy design 0 Foreword 0 2 VEMAG 2013...
Page 26: ...HP10E HP12E HP15E HP20E Dairy design 3 Installation and commissioning 3 6 VEMAG 2013...
Page 34: ...HP10E HP12E HP15E HP20E Dairy design 4 Setting up 4 8 VEMAG 2013...
Page 38: ...HP10E HP12E HP15E HP20E Dairy design 5 Operation 5 4 VEMAG 2013...
Page 52: ...HP10E HP12E HP15E HP20E Dairy design 6 Graphical control 6 14 VEMAG 2013 Mode group Mode View...
Page 56: ...HP10E HP12E HP15E HP20E Dairy design 6 Graphical control 6 18 VEMAG 2013...
Page 58: ...HP10E HP12E HP15E HP20E Dairy design 6 Graphical control 6 20 VEMAG 2013...
Page 60: ...HP10E HP12E HP15E HP20E Dairy design 6 Graphical control 6 22 VEMAG 2013...
Page 97: ...HP10E HP12E HP15E HP20E Dairy design 6 Graphical control 6 59 VEMAG 2013...
Page 100: ...HP10E HP12E HP15E HP20E Dairy design 6 Graphical control 6 62 VEMAG 2013...







































































