
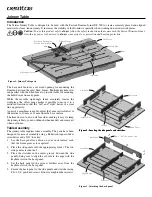







Mise en place du guide coulissant et des
serres de retenue
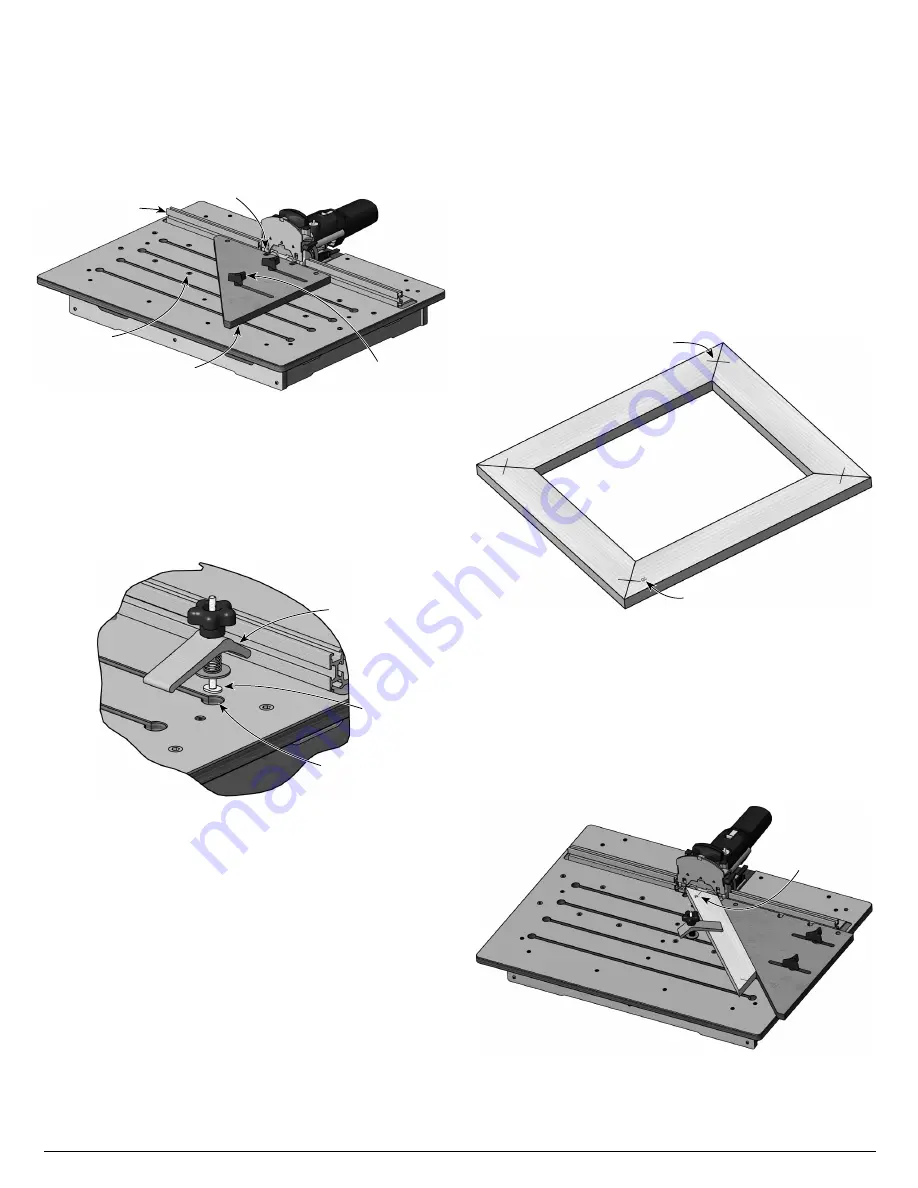
1. Aligner les encoches qui se trouvent dans le chant du guide
coulissant sur les butées rétractables de la fraiseuse.
2. S’assurer que le guide coulissant s’appuie contre le guide fixe.
3. Immobiliser le guide coulissant en vissant les poignées à
3 branches dans leurs écrous à visser encastrés dans le plateau.
4. Appuyer la fraiseuse contre le guide coulissant, puis serrer
les molettes en laiton. Ainsi, la fraiseuse et les guides fixes
formeront une ligne continue.
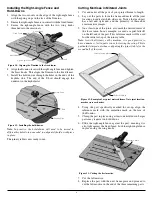
5. Poser les serres de retenue en les insérant dans les ouvertures
en trou de serrure au bout des rainures en T. La tête des
boulons pour coulisse en T doit s’insérer dans l’épaulement
des rainures en T sous le plateau.
Remarque :
Au besoin, les serres de retenues devront être
déplacées d’une rainure en T à une autre pour immobiliser
adéquatement une pièce à travailler.
La table d’usinage est maintenant prête.
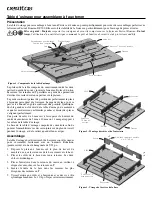
Fraisage d’un assemblage en onglet
1. Couper en onglet et à la longueur voulue toutes les pièces
requises pour le projet, par exemple un cadre.
2. Placer les pièces pour former le cadre et marquer la position
des mortaises pour indiquer le dessus des pièces. À noter que
chaque pièce a une extrémité gauche et une extrémité droite,
et que chacune est la réplique renversée de l’autre, comme une
image miroir.
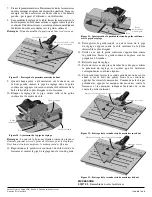
3. Sur au moins un des onglets, marquer avec précision le
centre de la mortaise. Bien identifier cette marque de
référence, par exemple à l’aide d’une lettre R. Cette marque
de référence servira au réglage initial de la table d’usinage.
Remarque :
Dans tous les cas d’usinage mécanisé, il est bon de
disposer de pièces supplémentaires pour tester les réglages
initiaux. Cela est particulièrement important pour régler
l’installation avant d’usiner la seconde moitié des assemblages.
4. Prendre la pièce spécifiquement marquée pour le réglage initial
et aligner la marque de référence avec le repère central gravé
sur la fraiseuse.
5. Immobiliser la pièce avec une serre de retenue. Les grandes
pièces peuvent nécessiter deux serres de retenue.
6. Déplacer le guide coulissant contre la pièce en veillant à
l’appuyer contre le guide fixe. Immobiliser le guide coulissant
en serrant les poignées à 3 branches.
7. Fraiser la mortaise de gauche.
8. Fraiser ainsi la mortaise de gauche sur les trois autres pièces
du cadre.
Guide coulissant
Butée rétractable
Guide fixe
Poignée à 3 branches
Écrou
encastré
Figure 10 : Alignement de la fraiseuse et du guide fixe
Serre de retenue
Boulon pour
coulisse en T
Rainure en T à
trou de serrure
Figure 11 : Mise en place des serres de retenue
Figure 12 : Exemple type de cadre assemblé à onglet
Position du faux tenon
Marque de référence
Figure 13 : Fraisage de la première mortaise
Marque de référence
3







































































