


























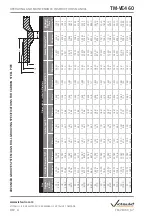


TROUBLESHOOTING
PROBLEM
POSSIBLE CAUSE
SOLUTION
Pipe will not stay in grooving
rolls.
Incorrect pipe positioning of long pipe
length.
Refer to the “Long Pipe Lengths” section.
Lower roll and pipe are not rotating
clockwise.
Refer to the “Power Hookup and Verification of Pipe Rotation
Direction” section.
Pipe stops rotating during the
grooving operation.
Rust or dirt buildup is present on the
lower roll.
Remove rust or dirt accumulation from the lower roll with a stiff
wire brush.
Rust or dirt is excessively heavy inside the
pipe end.
Remove heavy rust and dirt from inside the pipe end.
Worn grooving rolls.
Inspect the lower roll for worn knurls. Replace the lower roll if
excessive wear is present.
The circuit breaker has tripped or a fuse
has blown out on the electrical circuit that
supplies the tool.
Reset the breaker, or replace the fuse.
While grooving, loud squeaks
echo through the pipe.
Incorrect pipe support positioning of a long
pipe length. Pipe is “over-tracking.”
Move the pipe support to the right. Refer to the “Long Pipe Lengths”
section.
Pipe is not cut square.
Cut the pipe end squarely.
Pipe is rubbing excessively on the lower-
roll backstop flange.
Remove the pipe from the tool, and apply a light coating of
bandsaw blade wax to the face of the pipe end.
Ram speed is set too low.
Refer to the “Ram Speed Adjustment” section.
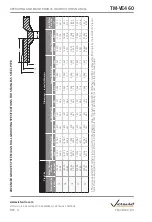
During grooving, loud thumps
or bangs occur approximately
once every revolution of
the pipe.
Pipe has a pronounced weld seam.
For 12-inch/323.9-mm and smaller pipe sizes, raised internal and
external weld beads and seams must be ground flush with the pipe
surface 2 inches/50 mm back from the pipe ends.
For 14 - 38-inch/355.6 - 965-mm pipe sizes, raised internal and
external weld beads and seams must be ground flush with the pipe
surface 4 inches/100 mm back from the pipe ends.
For 40 - 60-inch/1016 - 1524-mm pipe sizes, raised internal and
external weld beads and seams must be ground flush with the pipe
surface 4
1/2
inches/115 mm back from the pipe ends.
Pipe flare is excessive.
Pipe support is adjusted too high for
long pipe.
Refer to the “Long Pipe Lengths” section.
Tool is tilted forward (out of level) while
grooving long pipe.
Refer to the applicable “Tool Setup” section.
Incorrect pipe support positioning of long
pipe. Pipe is “over-tracking.”
Move the pipe support to the right. Refer to the “Long Pipe Lengths”
section.
Pipe stabilizer is adjusted too far inward.
Back off the pipe stabilizer to the furthest point where it still
stabilizes the pipe effectively.
Ram speed is not set correctly.
Refer to the “Ram Speed Adjustment” section.
Larger diameter pipe sways or
vibrates from side to side.
Incorrect pipe stabilizer adjustment.
Move the pipe stabilizer in or out until the pipe rotates smoothly.
TM-VE460_54
TM-VE460
OPERATING AND MAINTENANCE INSTRUCTIONS MANUAL
www.victaulic.com
VICTAULIC IS A REGISTERED TRADEMARK OF VICTAULIC COMPANY.
REV_A







































































