















SECTION TSM
685.2
ISSUE
C
PAGE 11 OF 16
Do not
attempt to reuse a PTFE (derivative) encapsulated
O-ring if it has been removed. Immerse a new O-ring in
boiling water for a few minutes. Remove it from the water
and stretch out the O-ring so it will fit onto the casing hub
without forcing it over a sharp edge. Run hot water* over
the O-ring until it shrinks down tight onto the pilot of the
pump. Dry with compressed air.
2.
Clean the rotor and shaft so it is free of dirt, grit and other
debris and apply lubricant. Place one thrust washer onto
shaft so that the blind hole in thrust washer will line up
with the drive pin on the back of the rotor. Push the rotor
and shaft it into the casing as far as it will go.
3.
Slide the second thrust washer onto the shaft, drive hole
facing out and then install the key into the shaft.
4.
Slide the inner magnet onto the shaft and engage the pin
of the magnet into the hole of the thrust washer. Install
the locknut, beveled edge out. Tighten the locknut to
the torque value given in
Table 6.
Place a mark on the
trailing edge of the locknut slot. Refer to Figure 16.
Back off the locknut until the leading edge of that same
slot lines up with the mark. This will establish the proper
clearance for the thrust washers.
5.
Place the set collar on the locknut and install the two
machine screws.
6.
If the old metal shims are not reusable or if any parts
have been replaced, operating clearances will need
to be re-established. Refer to “
ADJUSTING END
CLEARANCE” on page 13.
Otherwise, place the head
shims on the head. The proper amount of shims should
be used to provide the correct end clearance.
Table
7
gives the quantity of shims available in a gasket set
along with standard end clearance.
7.
Coat the idler pin with a suitable lubricant and place
the idler on the idler pin in head. Make sure the O-ring
for the head is installed (In the O-ring is PTFE, follow
instructions given in step 1).
8.
The head can now be assembled onto the pump. Tilt the
top of the pump head away from the pump slightly until
the crescent enters the inside diameter of the rotor and
rotate the idler until its teeth mesh with the rotor teeth.
The pump head and casing should have been marked
before disassembly to insure proper reassembly. If
not, be sure the idler pin, which is offset in the pump
head, is placed in the 12 o’clock position from the port
connections to allow for proper flow of liquid through the
pump. Install the head capscrews. Rotate the shaft to
make sure it turns freely.
9.
Follow the instructions listed for assembling the
appropriate size coupling on page 12.
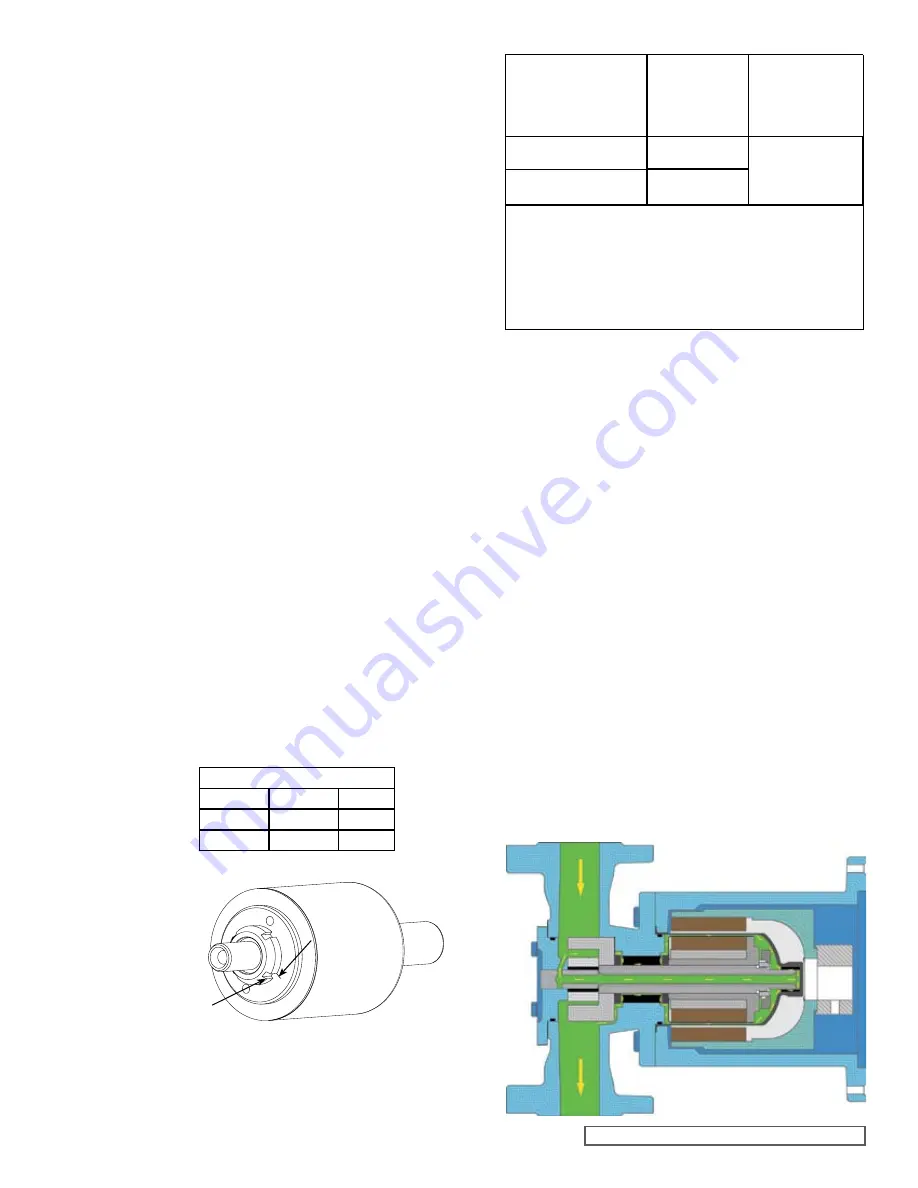
PUMP ROTATION
The pump is designed to operate in either direction. Process
fluid is generally fed to the inner thrust washer and bushing
interface and then through a groove in the bushing to the
outer thrust washer. Then the fluid is pulled into the canister
bushing and back through the hollow shaft and idler pin to the
suction side of the pump. When the pump is operated in the
opposite direction, the fluid flow is reversed.
NORMAL
1
END
CLEARANCE
(inch)
SET Of HEAD
SHIMS INCLUDES
AS, AK, AL 855
0.005
(1) .007
(1) .005
(2) .002
(2) .001
KE, KKE 855
0.005
1
End Clearances are adequate for viscosities up to 2500 SSU /
540 cSt (SAE 40 lube oil at room temperature). Higher viscosities
require additional clearances. As a general rule the end clearance
is doubled for higher viscosities. For specific recommendations for
end clearance for viscosity or for operating temperatures above
225 °F (107 °C), check with your Viking representative or consult
the factory.
TABLE 7
fIGURE 17
Mark
Leading Edge of
Locknut
*Hot water makes the PTFE more pliable and allows the inner elastomer to
pull the PTFE back to the orginal size.
Locknut Torque Requirement
In-Lbs
N-m
MD2-B
60
6.8
MD2-C
80
9
TABLE 6
fIGURE 16







































































